Codes G de programmation ISO (pour machine HAAS/FANUC)
Vous trouverez sur cette page les codes ISO (de la famille G) permettant de réaliser un programme d’usinage. Attention, ces codes sont ceux utilisés sur les machines HAAS de notre atelier. Ces codes sont aussi valables, pour la plupart, sur les machines FANUC (les deux commandes étant assez identiques). Même si une bonne partie des codes sont standards il est tout de même bien plus prudent de se référer au guide fourni avec la machine pour connaitre les fonctions disponibles et leurs syntaxes.
Cette page étant particulièrement longue, vous pouvez utiliser le sommaire présent sur la droite de la page afin d’accéder directement aux fonctions recherchées.
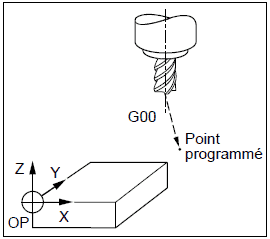
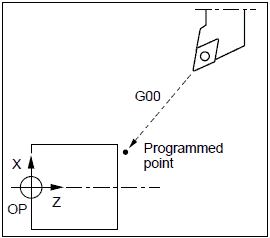
G00 -Positionnement en déplacement rapide-
Description
Ce code G s’utilise pour le déplacement des axes de la machine à vitesse maximale. Il est
utilisé principalement pour rapidement positionner la machine sur un point donné avant
chaque commande d’avance (coupe). Ce code G est modal, donc un bloc avec G00 fait que tous
les blocs suivants sont à mouvement rapide jusqu’à ce qu’un autre mouvement de découpe ne
soit spécifié.
En général, le mouvement rapide n’est pas en ligne droite. Chaque axe
spécifié est déplacé à la même vitesse mais les axes ne finiront pas nécessairement leurs
mouvements tous en même temps. La machine attendra que tous les mouvements soient terminés
avant de lancer la commande suivante.
Liste des paramètres de la commande
B – Commande déplacement axe B
C – Commande déplacement axe C
U – Commande de
déplacement incrémentiel de l’axe X
W – Commande de déplacement incrémentiel de
l’axe Z
X – Commande de déplacement absolu de l’axe X
Y – Commande de
déplacement absolu de l’axe Y
Z – Commande de déplacement absolu de l’axe Z
G01 -Mouvement d’interpolation linéaire-
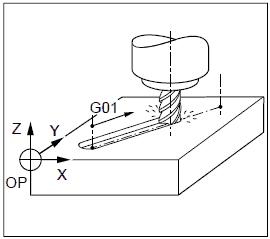
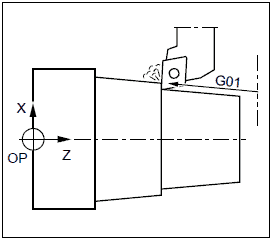
Ce code G assure un mouvement en ligne droite (linéaire) de point à point. Le mouvement peut
avoir lieu sur 1 ou plusieurs axes. Vous pouvez commander un G01 avec 3 ou plus axes ; tous
les axes vont se déplacer, du départ à l’arrivée, en même temps. La vitesse de tous les axes
est réglée de façon à ce que la vitesse d’avance spécifiée soit suivie sur la trajectoire
réelle. L’axe C peut également être commandé et cela assurera un mouvement
hélicoïdal
(en spirale). La vitesse d’avance sur l’axe C dépend du réglage du diamètre d’axe C (Réglage
102) pour créer un mouvement hélicoïdal. La commande d’adresse F (vitesse d’avance) est
modale et peut être spécifiée dans un bloc précédent. Seuls les axes spécifiés sont
déplacés.
Liste des paramètres de la commande
F – Vitesse d’avance
B – Commande déplacement axe B
C – Commande déplacement
axe C
U – Commande de déplacement incrémentiel de l’axe X
W – Commande de
déplacement incrémentiel de l’axe Z
X – Commande de déplacement absolu de l’axe
X
Y – Commande de déplacement absolu de l’axe Y
Z – Commande de déplacement
absolu de l’axe Z
A – Angle optionnel de mouvement (utilisé seulement avec l’un
des X, Z, U, W)
I – Le chanfreinage de l’axe X de Z à X (le signe n’est pas
important, uniquement pour les
angles à 90 degrés)
K – Le chanfreinage de
l’axe Z de X à Z (le signe n’est pas important, uniquement pour les angles à 90
degrés)
,C – La distance depuis le centre de l’intersection où le chanfrein
débute (le signe n’est pas important, peut chanfreiner des lignes qui ne sont pas à
90 degrés)
,R / R – Le rayon du filet ou de l’arc (le signe n’est pas
important)
Particularités des chanfreins et rayons
Un bloc de chanfreinage ou un bloc d’arrondi d’angle peut être automatiquement inséré
entre deux blocs d’interpolation linéaire en spécifiant ,C (chanfreinage) ou ,R
(arrondi de coin).
Noter que ces deux variables utilisent une virgule (,) avant
la variable.
Il doit y avoir un bloc final d’interpolation linéaire après le
bloc de démarrage (une pause G04 peut intervenir). Ces deux blocs d’interpolation
linéaire spécifient un angle théoriqued’intersection. Si le bloc de démarrage
spécifie un ,C,C (virgule C), la valeur après C est ladistance depuis l’angle
d’intersection où commence le chanfreinage, et la distance depuis le même angle où
se termine le chanfreinage. Si le bloc de démarrage spécifie un ,R
(virgule R)
la valeur après le ,R est le rayon d’un cercle tangent à l’angle en deux points
:
le début du bloc de l’arc d’arrondi de coin qui est inséré et la fin de cet
arc. Il peut y avoir des blocs consécutifs avec chanfreinage et arrondi d’angle
spécifié. Il doit y avoir mouvement sur les deux axes spécifiés par le plan
sélectionné (le plan actif X-Y (G17), X-Z (G18) ou Y-Z (G19). Pour chanfreiner un
angle de 90° seulement, une valeur I ou K peut
être substituée là où ,C est
utilisé.
Exemple de chanfrein et arrondi de coins
F1.0;
G17;
G00 X-10. Y-6. Z-8.; (Mouvement rapide vers le point de
départ)
G01 X-10.0 Y-11,C1.; (Chanfrein)
G01 X-5. Y-11.,R1.; (Arrondi)
X-5. Y-6.; (Finalisation de la course)
M30;
G02 (sens horaire) -Mouvement d’interpolation circulaire-
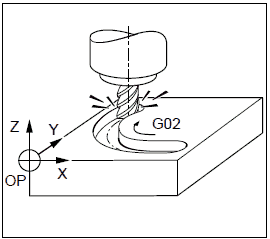
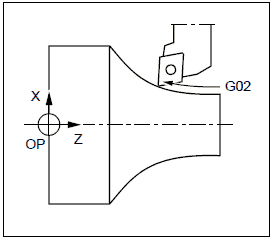
Ces codes G sont utilisés pour spécifier un mouvement circulaire (SH – sens horaire ou SAH –
sens anti-horaire) des axes linéaires (Le mouvement circulaire est possible sur les axes X
et Z sélectionnés par G18). Les valeurs X et Zet Z sont utilisées pour spécifier le point
final du mouvement et peuvent utiliser soit le déplacement absolu (X et Z) soit le
déplacement incrémentiel (U and W). Si X ou Z n’est pas spécifié, le point final de l’arc
est
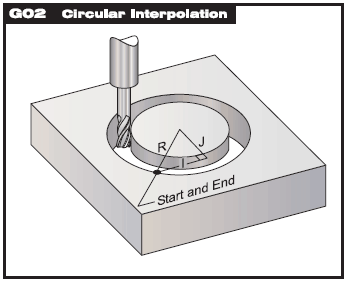
le même que le point de démarrage pour cet axe. Il y a deux façons de spécifier le
centre du mouvement circulaire ; la première utilise I ou K pour spécifier la distance
depuis le point de démarrage jusqu’au centre de l’arc; la deuxième emploie R pour spécifier
le rayon de l’arc.
I, J, K : Si on emploie I, J ou K pour spécifier le centre de l’arc, R ne
peut pas etre utilisé. Seulement I, J ou K spécifique pour le plan sélectionné (I, J pour
G17, I, K pour G18, J, K pour G19) sera permis. Si seulement
l’une des valeurs I, J, K
est spécifiée, les autres sont considérées zéro. I, J ou K c’est la distance à signe entre
le point de départ et le centre du cercle. On accepte de petites erreurs de ces valeurs de
jusqu’à 0.0010
pouces. L’utilisation de I, J ou K représente la seule manière de couper
un arc complet de 360 degrés; dans ce cas, le point de départ est le même que le point final
et aucune valeur X, Y ou Z n’est exigée.
Pour couper un cercle complet de 360 degrés (360°), il n’est pas nécessaire d’indiquer un point final X, Y ou Z ; il ne faut que programmer I, J ou K pour définir le centre du cercle. La ligne de programme suivante fera couper un cercle complet
Au cas ou il faut couper moins d’un cercle complet, c’est beaucoup plus simple d’utiliser R à
la place de I, J, K .
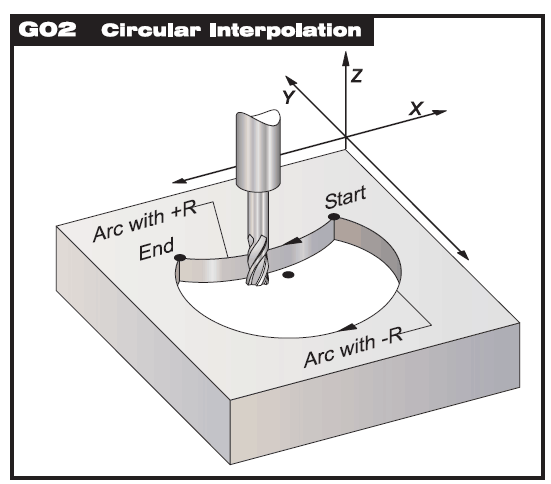
R : Si R est employé afin de spécifier le centre
du cercle, il est impossible d’effectuer un arc complet de 360 degrés. Il y aura besoin
d’une valeur X, Y ou Z afin de spécifier un point de fin, différent du point de départ. R
c’est la distance à partir du point de départ au centre du cercle. A un R positif,
l’équipement de commande générera une trajectoire de 180 degrés ou moins ; pour générer un
angle de plus de 180 degrés, spécifier un R négatif. On accepte de petites erreurs de cette
valeur jusqu’à 0.0010 pouces.
Exemple pour un arc inférieur à 180°
G01 X3.0 Y4.0
G02 X-3.0 R5.0
Exemple pour un arc supérieur à 180°
G01 X3.0 Y4.0
G02 X-3.0 R-5.0
G03 (sens anti horaire) -Mouvement d’interpolation circulaire-
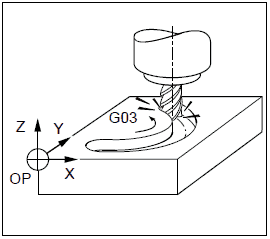
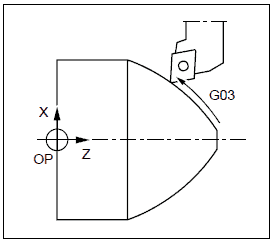
Ces codes G sont utilisés pour spécifier un mouvement circulaire (SH - sens horaire ou SAH -
sens anti-horaire) des axes linéaires (Le mouvement circulaire est possible sur les axes X
et Z sélectionnés par G18). Les valeurs X et Zet Z sont utilisées pour spécifier le point
final du mouvement et peuvent utiliser soit le déplacement absolu (X et Z) soit le
déplacement incrémentiel (U and W). Si X ou Z n’est pas spécifié, le point final de l’arc
est
le même que le point de démarrage pour cet axe. Il y a deux façons de spécifier le
centre du mouvement circulaire ; la première utilise I ou K pour spécifier la distance
depuis le point de démarrage jusqu’au centre de l’arc; la deuxième emploie R pour spécifier
le rayon de l’arc.
I, J, K : Si on emploie I, J ou K pour spécifier le centre de l'arc, R ne
peut pas etre utilisé. Seulement I, J ou K spécifique pour le plan sélectionné (I, J pour
G17, I, K pour G18, J, K pour G19) sera permis. Si seulement
l'une des valeurs I, J, K
est spécifiée, les autres sont considérées zéro. I, J ou K c'est la distance à signe entre
le point de départ et le centre du cercle. On accepte de petites erreurs de ces valeurs de
jusqu'à 0.0010
pouces. L'utilisation de I, J ou K représente la seule manière de couper
un arc complet de 360 degrés; dans ce cas, le point de départ est le même que le point final
et aucune valeur X, Y ou Z n'est exigée.
Pour couper un cercle complet de 360 degrés (360°), il n'est pas nécessaire d'indiquer un point final X, Y ou Z ; il ne faut que programmer I, J ou K pour définir le centre du cercle. La ligne de programme suivante fera couper un cercle complet
Au cas ou il faut couper moins d'un cercle complet, c'est beaucoup plus simple d'utiliser R à
la place de I, J, K .
R : Si R est employé afin de spécifier le centre
du cercle, il est impossible d'effectuer un arc complet de 360 degrés. Il y aura besoin
d'une valeur X, Y ou Z afin de spécifier un point de fin, différent du point de départ. R
c'est la distance à partir du point de départ au centre du cercle. A un R positif,
l'équipement de commande générera une trajectoire de 180 degrés ou moins ; pour générer un
angle de plus de 180 degrés, spécifier un R négatif. On accepte de petites erreurs de cette
valeur jusqu'à 0.0010 pouces.
Exemple pour un arc inférieur à 180°
G01 X3.0 Y4.0 G02 X-3.0 R5.0
Exemple pour un arc supérieur à 180°
G01 X3.0 Y4.0
G02 X-3.0 R-5.0
G04 -Temporisation-
Description
G04 est employé pour déterminer un délai ou un retard dans le programme. Le bloc comprenant G04 ralentira pour la période de temps spécifiée dans le code P. Si P n'a pas de décimale, le retard sera en millisecondes (0.001 secondes) ; autrement le retard est en secondes.
Liste des paramètres de la commande
G09 -Arrêt précis / Arrêt fixe-
Description
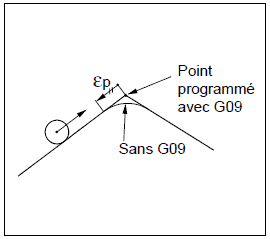
Le code G09 s'utilise pour spécifier l'arrêt fixe. Il n'est pas modal et n'affecte pas les blocs suivants. Les déplacements rapides et interpolés vont décélérer vers un arrêt fixe avant le traitement d'un autre bloc. Dans le cas d'un arrêt fixe, les déplacements ont besoin d'un plus long temps et il n'y aura pas de déplacement continu de l'outil coupant. Cela peut causer une coupe plus profonde au point où l'outil coupant s'arrête.
G10 -Réglage de correction programmable-
Description
Ce code G10 peut s'utiliser pour la modification de la longueur d'outil et des corrections de travail d'un programme en exécution. On emploie les codes suivants pour la sélection des corrections :
- L2 Origine des coordonnées de travail pour G52 et G54-G59
- L10 Valeur de la correction de longueur (pour le code H)
- L1 ou L11 Valeur de la correction de l'usure d'outil (pour le code H)
- L12 Valeur de la correction de diamètre (pour le code D)
- L20 Origine des coordonnées de travail auxiliaires pour G110-G129
Les codes P suivants sont utilisés pour indexer les corrections correspondantes :
- P1-P100 Utilisé à référencer les corrections de code D et H _L10-L13
- P0 Coordonnées de travail références G52_L2
- P1-P6 Coordonnées de travail références G54-G59_L2
- P1-P20 Coordonnés auxiliaires références G110-G129_L20
Les codes R, X, Y, B et A sont des numéros à signe avec des fractions en inches (pouces) ou millimètres. Les valeurs R, X, Y, Z et A sont absolues ou incrémentales, selon le mode courant G90/G91.
Liste des paramètres de la commande
P Sélection du nombre dè corrections.
R Valeur de correction ou incrément de longueur et diamètre.
X Position zéro optionnelle sur l’axe X.
Y Position zéro optionnelle sur l’axe Y.
Z Position zéro optionnelle sur l’axe Z.
A Position zéro optionnelle sur l’axe A.
Exemple de G10
G10 L2 P1 G91 X6.0 {Déplacer les unités de la coordonnée G54 6.0 à droite};
G10 L20 P2 G90 X10. Y8. {Régler la coordonnée de travail G111 à X10.0, Y8.0};
G10 L10 G90 P5 R2.5 {Régler la correction de l'outil #5 à 2.5};
G10 L12 G90 P5 R.375 {Régler le diamètre de l'outil #5 à 3/8"};
G12 -Fraisage circulaire de poches sens horaire-
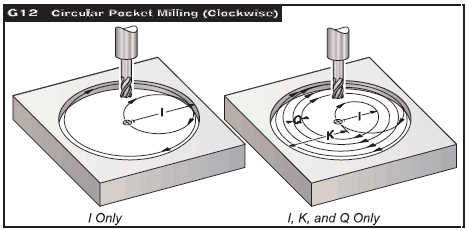
Description
Ce code G implique l'utilisation de G42,donc G41 ou G42 n'est pas exigé dans la ligne de programme. Cependant, il est nécessaire d'introduire un numéro de correction D pour le rayon ou le diamètre de l'outil coupant afin d'ajuster le diamètre du cercle.
L'outil sera positionné au centre du cercle, soit dans un bloc antérieur soit dans ce
bloc, à l'aide de X et Y. La coupe sera exécutée entièrement par des mouvements circulaires
de rayon variable. Afin d'enlever le matière à l'intérieur du cercle, utiliser des valeurs I
et Q inférieures au diamètre de l'outil et une valeur K égale au rayon du cercle. Afin de ne
faire couper que le rayon du cercle, utiliser une valeur I réglée au rayon et aucune valeur
K et Q. G12 appartient au Groupe 00, il est donc non-modal. Si G91 (incrémental) est
spécifié et que le comptage L y soit inclus, l'incrément Z sera répété L fois à une vitesse
d'avance F.
Liste des paramètres de la commande
I Rayon du premier cercle (ou cercle final si K est absent)
K Rayon du cercle de finition (si spécifié)
L Comptage des boucles pour les coupes répétées de plus en plus profondes
Q Incrément de rayon (il faut l’utiliser avec K)
F Vitesse d’avance en inches (pouces) / mm par minute
Z Profondeur de coupe ou incrément
*Pour obtenir exactement le diamètre du cercle programmé, le système de commande va utiliser la dimension d’outil à code D sélectionnée. Si cette compensation n’est pas sélectionnée, programmer un D0.
Exemple de G12
G10 L2 P1 G91 X6.0 {Déplacer les unités de la coordonnée G54 6.0 à droite};
G10 L20 P2 G90 X10. Y8. {Régler la coordonnée de travail G111 à X10.0, Y8.0};
G10 L10 G90 P5 R2.5 {Régler la correction de l'outil #5 à 2.5};
G10 L12 G90 P5 R.375 {Régler le diamètre de l'outil #5 à 3/8"};
G13 -Fraisage circulaire de poches sens anti-horaire-
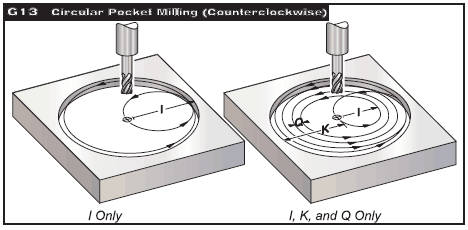
Description
Ce code G implique l'utilisation de G41 ,donc G41 ou G42 n'est pas exigé dans la ligne de
programme. Cependant, il est nécessaire d'introduire un numéro de correction D pour le rayon
ou le diamètre de l'outil coupant afin d'ajuster le diamètre du cercle.
L'outil sera
positionné au centre du cercle, soit dans un bloc antérieur soit dans ce bloc, à l'aide de X
et Y. La coupe sera exécutée entièrement par des mouvements circulaires de rayon variable.
Afin d'enlever le matière à l'intérieur du cercle, utiliser des valeurs I et Q inférieures
au diamètre de l'outil et une valeur K égale au rayon du cercle. Afin de ne faire couper que
le rayon du cercle, utiliser une valeur I réglée au rayon et aucune valeur K et Q. G12
appartient au Groupe 00, il est donc non-modal. Si G91 (incrémental) est spécifié et que le
comptage L y soit inclus, l'incrément Z sera répété L fois à une vitesse d'avance F.
Liste des paramètres de la commande
I Rayon du premier cercle (ou cercle final si K est absent)
K Rayon du cercle de finition (si spécifié)
L Comptage des boucles pour les coupes répétées de plus en plus profondes
Q Incrément de rayon (il faut l’utiliser avec K)
F Vitesse d’avance en inches (pouces) / mm par minute
Z Profondeur de coupe ou incrément
*Pour obtenir exactement le diamètre du cercle programmé, le système de commande va utiliser la dimension d’outil à code D sélectionnée. Si cette compensation n’est pas sélectionnée, programmer un D0.
Exemple de G13
G10 L2 P1 G91 X6.0 {Déplacer les unités de la coordonnée G54 6.0 à droite};
G10 L20 P2 G90 X10. Y8. {Régler la coordonnée de travail G111 à X10.0, Y8.0};
G10 L10 G90 P5 R2.5 {Régler la correction de l'outil #5 à 2.5};
G10 L12 G90 P5 R.375 {Régler le diamètre de l'outil #5 à 3/8"};
Exemple de G13 en une seule passe
%
O2000 (0.500 introduit dans la colonne de correction Rayon/Diamètre)
T1 M06 (Outil #1 est une fraise cylindrique deux tailles ayant un diamètre de
0.500'')
G00 G90 G54 X0 Y0 S4000 M03
G43 H01 Z.1 M08
G13 Z-1.0 F20. D01 I.500 (Exécution d'un trou ayant un diamètre de 1 pouce à uneprofondeur de 1 pouce)
G00 Z1.0 M09 (Profondeur 0)
G28 G91 Y0 Z0
M30
%
Exemple de G13 multi passes
%
O3000 (0.500 introduit dans la colonne de correction Rayon/Diamètre)
T1 M06 (Outil #1 est une fraise cylindrique deux tailles ayant un diamètre
de 0.500'')
G00 G90 G54 X0 Y0 S4000 M03
G43 H01 Z.1 M08
G13 Z-1.0 I.400 K1.5 Q.400 D01 F20.
G00 Z1.0 M09
G28 G91 Y0 Z0
M30
%
G17 -Sélection du plan de travail XY-
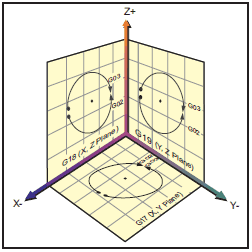
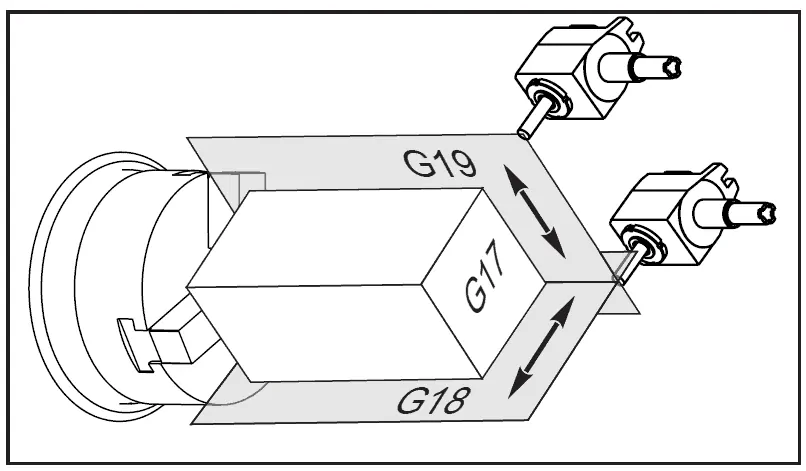
Description
Le plan utilisé pour les mouvements circulaires peut avoir deux ou trois axes X, Y et Z. L'un
des trois codes G utilisés à sélectionner le plan : G17 pour XY, G18 pour XZ et G19 pour YZ.
Chacun d'entre eux est modal et
s'applique à tous les mouvements circulaires ultérieurs
jusqu'à ce qu'un autre code soit rencontré.
Le code G17 est utilisé à sélectionner le plan XY pour un mouvement circulaire. Il est modal et s'applique à tous les mouvements circulaires ultérieurs jusqu'à ce qu'un autre code appartenant au Groupe 02 soit rencontré. Dans ce plan, le mouvement circulaire est défini comme sens horaire pour l'opérateur qui regarde la table XY d'en haut. C'est le mouvement de l'outil en relation avec la table.
La sélection de plan par défaut à la mise sous tension de la machine est G17, le plan XY.
Cela signifie qu'un mouvement circulaire dans le plan XY de la table peut etre programmé
sans sélectionner G17 premièrement.
La sélection de plan s'applique aussi à G12 et G13,
fraisage circulaire de poches, qui aura toujours lieu dans le plan XY.
G18 -Sélection du plan de travail XZ-
Description
Le plan utilisé pour les mouvements circulaires peut avoir deux ou trois axes X, Y et Z. L'un
des trois codes G utilisés à sélectionner le plan : G17 pour XY, G18 pour XZ et G19 pour YZ.
Chacun d'entre eux est modal et
s'applique à tous les mouvements circulaires ultérieurs
jusqu'à ce qu'un autre code soit rencontré.
Code G18 s'utilise afin de sélectionner plan XZ pour le mouvement circulaire. Il est modal et
s'applique à tous les mouvements circulaires suivants jusqu'à ce qu'un autre code soit
rencontré . C'est le trait par défaut pour le tour. Il signifie qu'on peut programmer un
mouvement circulaire dans le plan de l'espace de travail X-Z
sans devoir sélectionner
d'abord G18. Dans ce plan, le mouvement circulaire se définit comme sens horaire pour
l'opérateur, si on regarde de l’arrière de la machine vers le panneau de commande frontal.
G19 -Sélection du plan de travail-
Description
Le plan utilisé pour les mouvements circulaires peut avoir deux ou trois axes X, Y et Z. L'un
des trois codes G utilisés à sélectionner le plan : G17 pour XY, G18 pour XZ et G19 pour YZ.
Chacun d'entre eux est modal et
s'applique à tous les mouvements circulaires ultérieurs
jusqu'à ce qu'un autre code soit rencontré.
Code G19 s'utilise afin de sélectionner plan YZ pour le mouvement circulaire. Il est modal et s'applique à tous les mouvements circulaires suivants jusqu'à ce qu'un autre code soit rencontré . Dans ce plan, le mouvement circulaire se définit comme sens horaire pour l'opérateur, si on regarde du côté latéral de la machine vers le panneau de commande.
G20 -Unité de programmation en pouces-
Description
La fonction permet la programmation de données exprimées en pouce.
G21 -Unité de programmation en millimètres-
Description
La fonction permet la programmation de données exprimées en millimètres.
G28 -Retour à l'origine machine en passant par le point de référence optionnel G29-
Description
Le code G28 s'utilise pour le retour à la position zéro de la machine sur tous les axes. Si
on a spécifié un axe X, Y, Z ou A dans le cadre du même bloc, ce sont seulement ces axes qui
retourneront au point zéro de la
machine en passant par la position spécifiée. Le
déplacement vers le zéro machine passera par le point indiqué après l'application des
corrections d'outil et de travail. Ce point est nommé le point de référence G29, sauvegardé
pour utilisation en G29. Si aucun X, Y, Z ou A n'est spécifié, tous les axes seront déplacés
directement au point zéro de machine. Tout axe auxiliaire (B, C, etc) est retourné à la
position suivant les axes
X,Y, Z et A. Après l'utilisation des corrections courantes par
le déplacement à machine zéro, on annulera toutes les corrections de longueur d'outil pour
les blocs suivants.
Exemple 1 de G28
Longueur de l’outil 2 : -12.0
Séquence de programme :
G90 G54; G43 H02; G28 Z0.; G00 Z1.
Le bloc G28 fera exécuter un mouvement à la coordonnée de machine Z=-14.0 avant le
déplacement à Z=0. Le bloc suivant (G00 Z1.) fera exécuter un mouvement à la
coordonnée de machine Z=-1.
Exemple 2 de G28
Longueur de l’outil 2 : -12.0
Séquence de programme :
G91 G54; G43 H02; G28 Z0
Le bloc G28 fera exécuter un mouvement à la coordonnée de machine Z=0 puisque le
positionnement incrémental est activé.
G29 -Retour à un point de référence-
Description
Code G29 s'utilise à faire déplacer les axes à une position commandée X, Y, Z ou A. Les axes
sélectionnés dans ce bloc sont déplacés au point de référence G29, sauvegardés ou
enregistrés à G28 et ensuite déplacés
à X, Y, Z ou A dans le point de commande de G29.
Les positions sont interprétées dans le système courant de coordonnées.
G31 -Fonction saut-
Description
Ce code G est optionnel et exige un palpeur
La fonction saut est une opération non-modale déterminant un déplacement linéaire vers la
position spécifiée X, Y, Z ou A. Elle s'applique seulement au bloc où on a spécifié G31. On
doit définir la vitesse d'avance au préalable ou dans ce bloc. Le déplacement spécifié est
démarré et continuera jusqu'au point de fin ou au signal saut. Le signal saut est une entrée
discrète indiquant en général que la fin de course a été atteinte ; ceci est d'habitude un
palpeur. Le système de commande émettra un bip lorsqu'on est arrivé à la fin de course.
Il se peut que la compensation d'usure de l'outil coupant ne soit pas activée pendant une
fonction saut. On peut utiliser M75 pour marquer le point palpé en tant que point de
référence pour G35 ou G136.
Liste des paramètres de la commande
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Commande optionnelle de mouvement sur axe Z
A Commande optionnelle de mouvement sur axe A
B Commande optionnelle de mouvement sur axe B
G32 -Cycle de filetage enchainé-
Description
Le cycle G32 diffère des autres cycles de filetage dans le sens que l'angle et le pas peuvent varier constamment durant le filetage. De plus, il n'y a pas de retour automatique en position à la fin de ce cycle de filetage. A la première ligne du code G32, l'avance est synchronisée avec la rotation de la broche, cette synchronisation reste effective durant toute la séquence du G32. Le mode 'Bloc à Bloc' et 'Arrêt d'avance' sont inhibés jusqu'à la dernière ligne du G32. La correction de vitesse d'avance est ignorée et fixée à 100%. Il est impossible de changer la fréquence de rotation de la broche durant le cycle.
Liste des paramètres de la commande
Q Angle du filetage (optionnel)
U/W X/Z-axis incremental positioning command. (Incremental thread
depth values are user specified)
X/Z X/Z-axis absolute positioning command. (Thread depth values are
user specified)
Exemple de G32
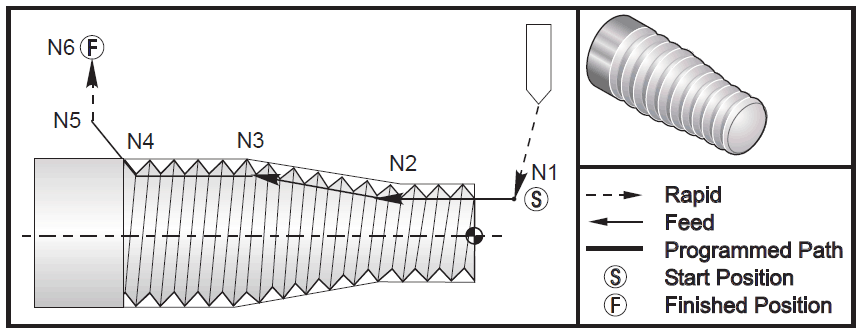
Séquence de programme :
G97 S400 M03 (Constant Surface Speed Cancel) N1 G00 X0.25 Z0.1 (Rapid to Start Position) N2 G32 Z-0.26 F0.065 (Straight thread, Lead(Lz) = 0.065) N3 X0.455 Z-0.585 (Straight thread blends to tapered thread) N4 Z-0.9425 (Taper thread blends back to straight thread) N5 X0.655 Z-1.0425 (Escape at 45 degrees) G00 X1.2 (Rapid to Finish Position, cancel G32) G00 Z0.1
Exemple avec Q:
G32 X-1.99 Z-2. Q60000 F0.2; (60 degree cut) G32 X-1.99 Z-2. Q120000 F0.2; (120 degree cut) G32 X-1.99 Z-2. Q270123 F0.2; (270.123 degree cut)
Les règles suivantes s’appliquent à l’utilisation du paramètre Q Q:
1. L’angle de
départ (Q) n’est pas une valeur modale. Il doir être spécifié a chaque fois qu’il
est utilisé. Si aucune valeur n’est renseigné, la valeur ‘0’ est prise par
défaut.
2. L’incrément de l’angle du filetage est de 0.001 degrés. Ne pas
utiliser le point décimal. Un angle de 180° se note Q180000 et un angle de 35° se
note Q35000.
3. Le paramètre Q est une valeur positive entre 0 et 360000.
G40 -Annulation de la compensation de l'outil coupant-
Description
G40 annulera la compensation de l'outil coupant G41 ou G42. La compensation de l'outil coupant sera aussi annulée par la programmation d'un D00 ou Txx00.
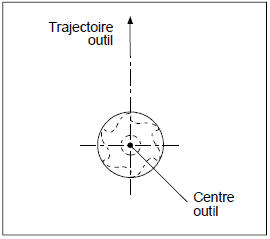
Le code G40 va annuler la compensation de l'outil coupant, étant par défaut au moment de la mise sous tension de la machine. Une fois annulée, la trajectoire programmée sera la même que le centre de la trajectoire de l'outil coupant. Il est interdit de finir un programme (M30, M00, M01 ou M02) si la compensation de l'outil coupant est activée.
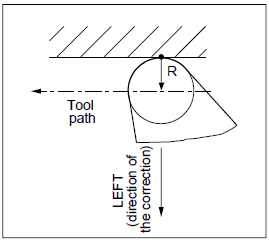
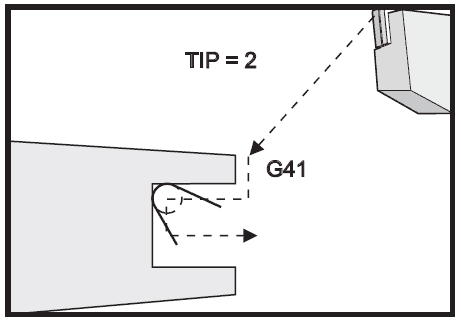
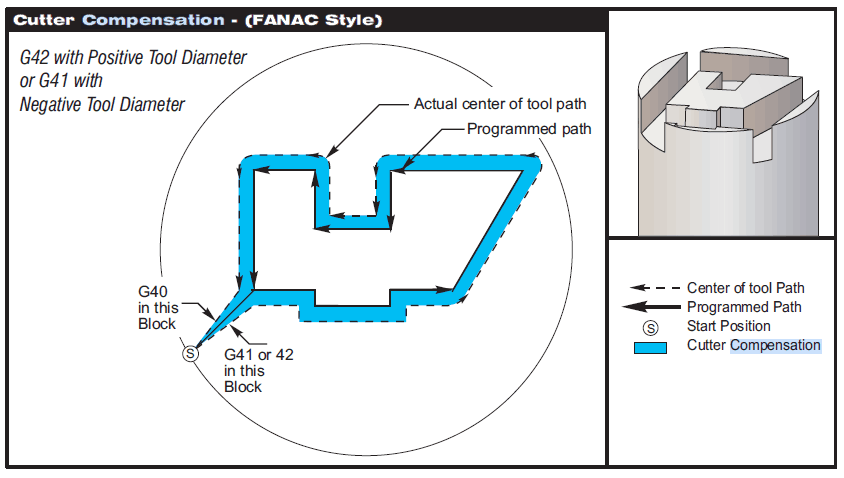
G41 -Compensation de l'outil coupant gauche-
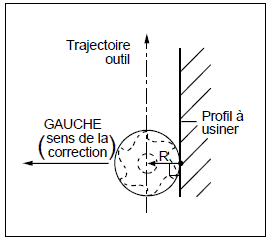
Description
G41 sélectionnera la compensation de l'outil coupant à gauche ; c.-a-d., l'outil est déplacé vers la gauche de la trajectoire programmée, afin de compenser la dimension de l'outil. Il faut aussi programmer un Dnnn pour sélectionner la dimension correcte de l'outil dans le cadre de la mémoire de compensation. Si la mémoire de compensation contient une valeur négative pour la dimension de l'outil coupant, la compensation de cet outil fonctionnera comme si G42 était spécifié.
Si la compensation du rayon de l'outil coupant est sélectionnée (G41 ou G42), il est impossible d'utiliser un autre plan que celui X-Y pour les mouvements circulaires (G17). La compensation du rayon de l'outil coupant n'est disponible que dans un système de coordonnées X-Y.
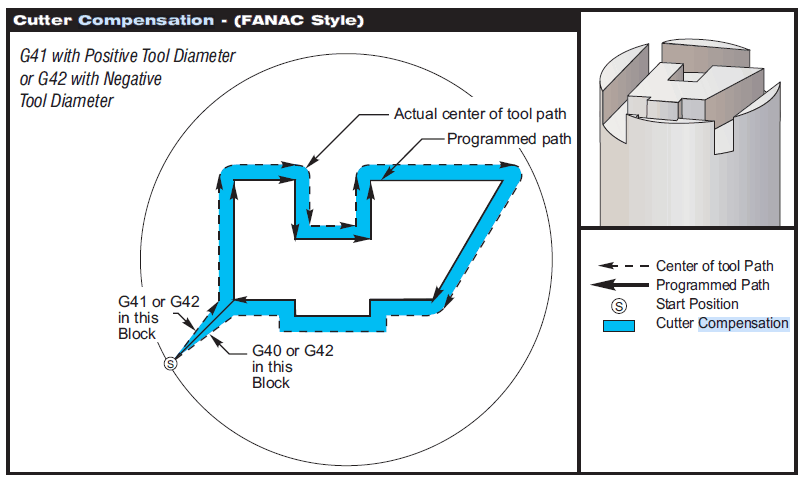
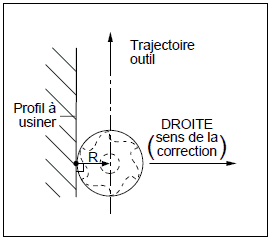
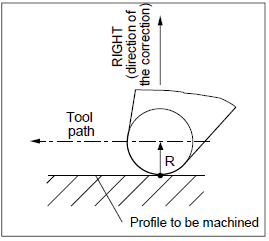
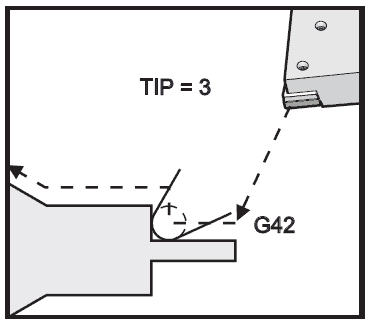
G42 -Compensation de l'outil coupant droite-
Description
G42 sélectionnera la compensation de l'outil coupant à droite ; c.-a-d., l'outil est déplacé vers la droite de la trajectoire programmée, afin de compenser la dimension de l'outil. Il faut aussi programmer un Dnnn pour sélectionner la dimension correcte de l'outil dans le cadre de la mémoire de compensation. Si la mémoire de compensation contient une valeur négative pour la dimension de l'outil coupant, la compensation de cet outil fonctionnera comme si G41 était spécifié.
Si la compensation du rayon de l'outil coupant est sélectionnée (G41 ou G42), il est impossible d'utiliser un autre plan que celui X-Y pour les mouvements circulaires (G17). La compensation du rayon de l'outil coupant n'est disponible que dans un système de coordonnées X-Y.
G43 -Compensation de longueur d'outil (+) positif-
Description
Ce code sélectionne la compensation de longueur d'outil dans une direction positive. C'est-à-dire, les corrections de longueur d'outil sont additionnées aux positions commandées des axes. Un Hnnn différent de zéro sera programmé à sélectionner l'entrée correcte dans le cadre de la mémoire des corrections. Les corrections introduites automatiquement à l'aide de la touche TOOL OFSET MESUR supposent l'utilisation de G43.
G44 -Compensation de longueur d'outil (-) négatif-
Description
Ce code sélectionne la compensation de longueur d'outil dans une direction négative.
C'est-à-dire, les corrections de longueur d'outil sont soustraites aux positions commandées
des axes. Un Hnnn différent de
zéro sera programmé à sélectionner l'entrée correcte dans
le cadre de la mémoire des corrections.
G49 -Annulation de G43/G44/G143-
Description
Ce code G annule la compensation de longueur d'outil. Il est aussi possible d'annuler la compensation de l'outil coupant si l'on introduit un H0. G28, M30 et RESET servent aussi à l'annulation de la compensation de longueur d'outil.
G47 -Gravure de texte-
Description
Le texte à graver doit présenter le format de commentaire sur la même ligne que la commande G47, ayant soit un P1 soit un P0 situé avant. P1 fait sélectionner la gravure de numéros sériels séquentiels et P0 fait sélectionner la gravure de chaînes littérales.
GRAVURE DE NUMÉROS SÉRIELS SÉQUENTIELS
Cette méthode est utilisée à graver des numéros de manière incrémentale sur une série de pièces, le numéro étant agrandi d'une unité chaque fois. Le symbole est utilisé à sélectionner le numéro de chiffres dans le cadre du nombre sériel. Par exemple :
G47 P1 (#### )
limitera le numéro sériel à quatre chiffres.
Le numéro sériel initial peut être programmé ou réglé manuellement. Par exemple, s'il est
programmé :
G47 P1 (1234)
va régler le numéro sériel initial à "1234."
Il est
aussi possible de régler le numéro sériel initial manuellement dans une variable macro.
L'option Macros ne doit pas nécessairement être activée à cette fin ; Les variables macros
sont des lieux de stockage
temporaire pour les numéros. La variable macro 599 est
utilisée à garder le numéro sériel initial à graver. Afin de régler cette variable, ouvrir
la page CURNT COMDS et appuyer sur la touche PAGE DOWN jusqu'à l'apparition de la page
'Variables Macros'. Ensuite taper '599' et appuyer sur la touche (flèche bas). Maintenant
introduire le numéro sériel initial souhaité au point où se trouve le curseur et appuyer sur
la touche WRITE/ENTER. Par exemple, quand la variable macro 599 est réglée à "1234,"
G47
P1 (####)
le résultat sera :
1234
Si le numéro dans la variable 599 a plus de
caractères que spécifié dans le format chaîne, seulement la quantité spécifiée sera
imprimée. Par exemple, si 599 est réglé à "12345" et que le format chaîne ne présente
que quatre places, seulement "2345" sera gravé.
GRAVURE DE CHAINES LITTÉRALES
Cette méthode est utilisée à graver sur une pièce le texte souhaité. Les caractères
disponibles pour la gravure
sont les suivants :
A–Z
a–z
0–9,
! " # $ %
& ' ( ) * + , - . / : ; < = > ? [ \ ] ^ _ { }
Il n'est pas possible
d'introduire tous ces caractères dans le système de commande. Cependant, les programmes
téléchargés par le port série ou le lecteur de disquette peuvent bénéficier de caractères
qui ne sont pas disponibles sur le clavier de la fraise.
Pour la gravure de chaînes
littérales, le texte prendra le format d'un commentaire sur la même ligne que l'instruction
P0. Par exemple :
G47 P0 (GRAVER CECI)
aura comme résultat
GRAVER CECI
A
remarquer que P0 est utilisé au lieu de P1 pour la gravure de chaînes littérales.
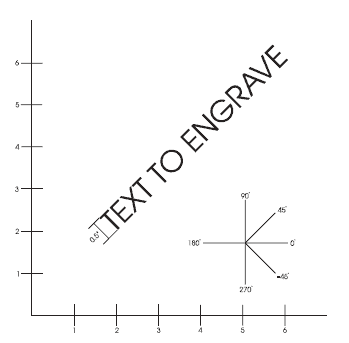
Exemple de gravure
Séquence de programme :
G47 P0 X2.0 Y2.0 I45 J.5 R.05 Z-.005 F15.0 E10.0 (TEXTE A GRAVER)
G50 -Décalage de repère / Echelle / Limitation broche-
Description
La fonction G50 possède plusieurs utilisations, Le peut déplacer le système de coordonnées, modifier le facteur d'échelle ou bien limiter la fréquence de rotation de la broche.
Liste des paramètres de la commande
X Valeur absolue du déplacement du repère d’usinage sur X.
W Valeur incrémentale du déplacement du repère d’usinage sur Z.
Z Valeur absolue du déplacement du repère d’usinage sur Z.
S Vitesse de limitation de la broche
Déplacement du repère d'usinage
Pour déplacer le repère d'usinage il faut utiliser la commande G50 suivie de de X, Y ou Z (ou bien de U et W pour un déplacement incrémental en tournage)
Mise à l'échelle
A l'activation de la mise à l'échelle, toutes les valeurs X, Y, Z, I, J, K ou R ultérieures
appartenant au mouvement de la machine sont multipliées par un facteur de mise à l'échelle
et sont corrigées par rapport au centre de mise à l'échelle.
G51 est modal et modifie
les valeurs des positions adéquates des blocs suivant la commande G51. Il ne change et ne
modifie pas les valeurs du bloc d'appel. Les axes X, Y et Z sont tous mis à l'échelle au
moment où le code P est utilisé. Si celui-ci n'est pas employé, le facteur de mise à
l'échelle dans le réglage 71 sera utilisé. Le facteur de mise à l'échelle par défaut du
réglage 71 est 1.0. Un facteur de mise à l'échelle de 1.0 signifie qu'il n'y a aucune
opération de mise à l'échelle. C'est-à-dire, toutes les valeurs sont multipliées par 1.0
avant d'être interprétées par le système de commande.
Le système de commande utilisera
toujours un centre de mise à l'échelle pour déterminer la position mise à l'échelle. Si ce
centre n'est pas spécifié dans le bloc de commande G51, alors la position du système de
coordonnées de travail courant sera considérée centre de mise à l'échelle.
Limitation de la vitesse broche
Le code G50 peut être utilisé pour limiter la vitesse de broche.La CN empêchera la broche de
tourner à une vitesse supérieur à la valeur entrée dans le paramètre S. Cette commande est
utilisée en tournage avec le mode G96 (vitesse de coupe constante)
Exemple:
N1 G50
S3000 ;
G52 -Réglage système de coordonnées locales-
Description
Ce code fait régler l'origine du système de coordonnées locales (enfant) à la position commandée, par rapport à l'origine du système de travail courant. G52 est non-modal, donc il n'y aura pas de code de mouvement. Le système de coordonnées G52 sera activé pour tous les systèmes de travail jusqu'à son annulation. La commande G52 est annulée si la touche RESET est appuyée et à la fin du programme. Il est possible de l'annuler pendant l'exécution d'un programme par une commande M30, G52 X0 Y0 Z0 ou un G92.
G53 -Sélection de coordonnées machine non-modales-
Description
Ce code fait annuler temporairement la correction du système de coordonnées de travail et utilise le système de coordonnées de la machine. Il est non-modal ; ainsi, le bloc suivant revient aux conditions sélectionnées antérieurement.
G54 à G59 -Sélectionner le système de coordonnées #1 - #6-
Description
Ces codes font la sélection de l'un des six systèmes de coordonnées de l'utilisateur stockés dans la mémoire des corrections. Toutes les références ultérieures aux positions des axes seront interprétées dans le nouveau système de coordonnées. Les corrections du système de coordonnées de travail se trouvent sur la page d'affichage des Corrections
G70 -Cycle de finition en tournage et Cycle de trous de boulon en cercle en fraisage-
Description en fraisage
Ce code G sera utilisé avec l'un des cycles pré-programmés G73, G74, G76, G77 ou G81-G89. L'outil sera positionné au centre du cercle soit au cadre d'un bloc antérieur soit dans le bloc G70. G70 appartient au Groupe 00 et il n'est donc pas modal. Pour qu'un G70 fonctionne correctement, il faut qu'un cycle préprogrammé soit activé de sorte que, à chaque position, un certain type de fonction de taraudage ou de perçage soit exécuté.
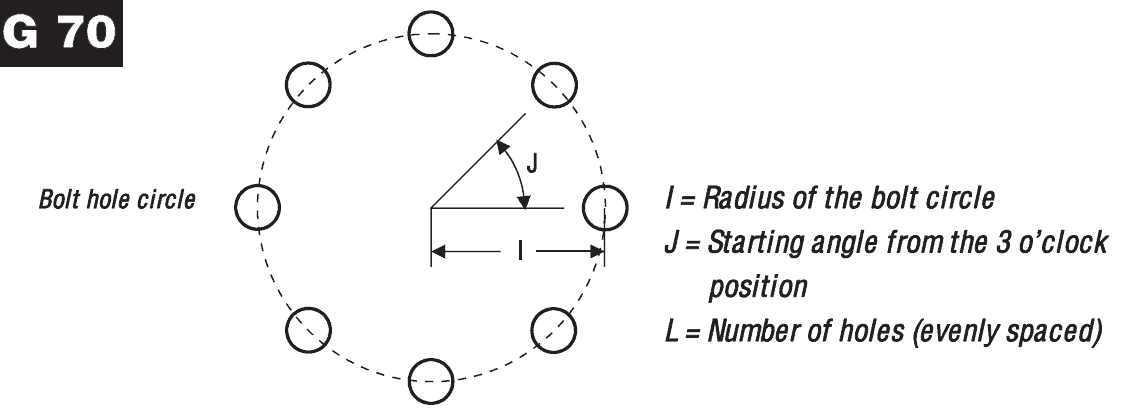
Liste des paramètres de la commande
J Angle de départ (0 – 360.0 degrés sens anti-horaire à partir de l’horizontale)
L Nombre de trous espacés uniformément le long du cercle
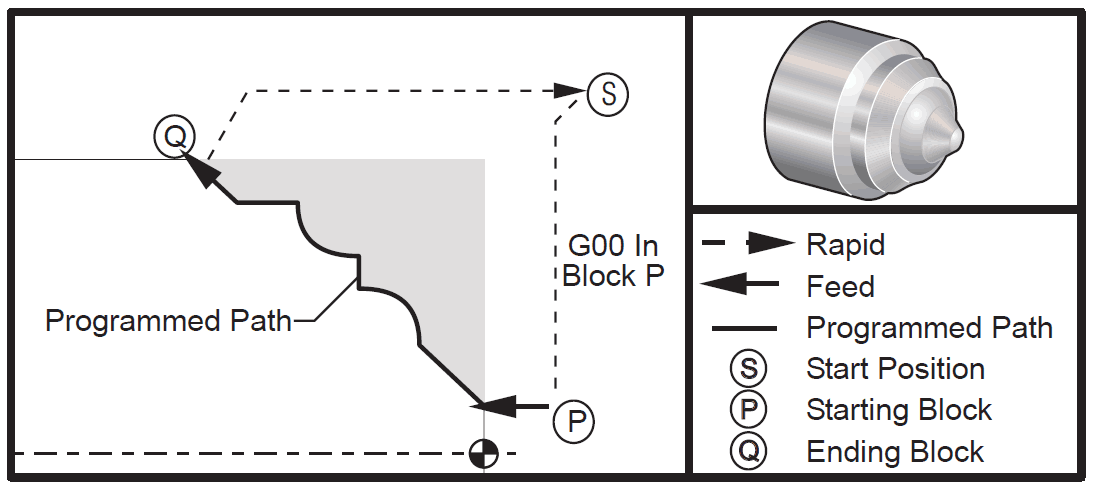
Description en tournage
Le G70 permet de réaliser la finition d'un profil ébauché avec les cycles G71, G72 et G73. Il est nécessaire d'indiquer un numéro de ligne de départ (P) et de fin (Q) dans le G70 permettant de définir le profil à suivre. Après l’exécution du bloc de fin (Q) la machine retourne à la position sauvegardée avant l'appel du G70.
Liste des paramètres de la commande
Q Numéro du bloc de fin de déclaration du profil
Le planG18 Z-X doit être actif
Exemple de G70
Séquence de programme :
G71 P10 Q50 F.012 (rough out N10 to N50 the path) N10 F0.014 ... N50 ... ... ... G70 P10 Q50 (finish path defined by N10 to N50)
G71 -Cycle d'ébauche en tournage et Cycle de trous de boulon en arc en fraisage-
Description en fraisage
Ce code G est similaire à G70, excepté le fait qu'il n'est pas limité à un cercle complet. G71 appartient au Groupe 00 et il est donc non-modal. Pour qu'un G71 fonctionne correctement, il faut qu'un cycle préprogrammé soit activé de sorte que, à chaque position, un certain type de fonction de taraudage ou de perçage soit exécuté.
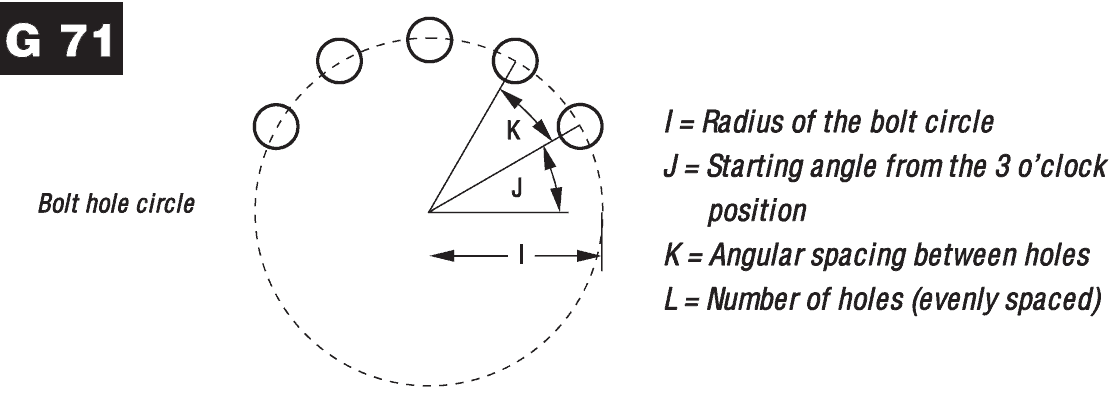
Liste des paramètres de la commande
J Angle de départ (degrés sens anti-horaire à partir de l’horizontale)
K Espacement angulaire de trous (+ ou -)
L Nombre de trous
Description en tournage
Le cycle G71 permet l'ébauche d'une pièce de tournage a condition d'avoir défini le profil de la pièce dans le programme. Généralement un cycle G70 est placé à la suite du G71 pour finir le profil défini dans le programme. Il est nécessaire d'indiquer un numéro de ligne de départ (P) et de fin (Q) dans le G70 permettant de définir le profil à suivre.
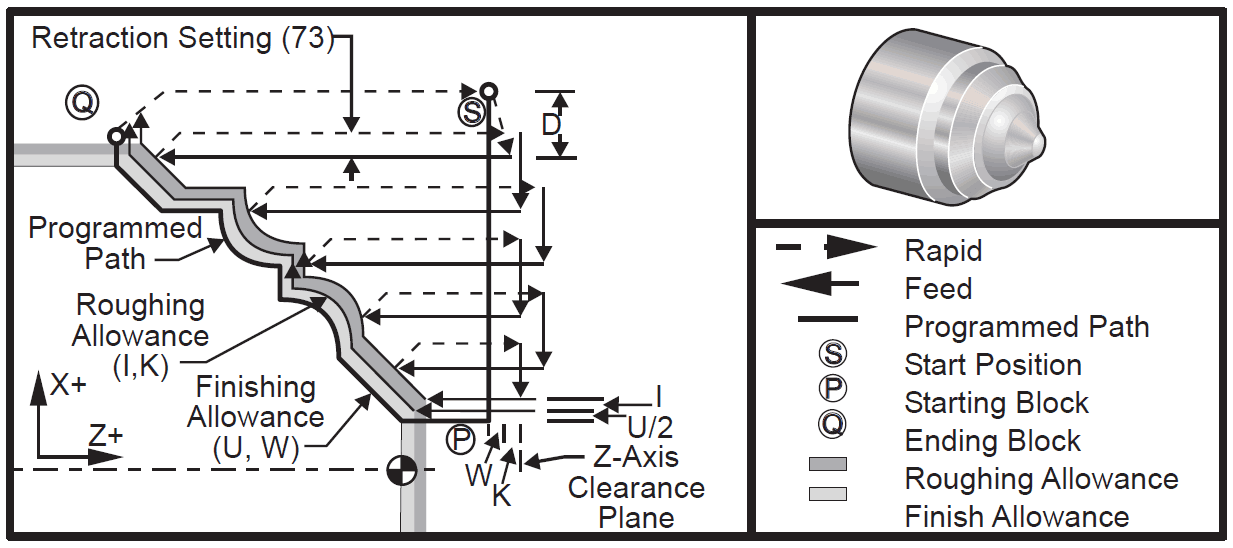
Liste des paramètres de la commande
F Avance utilisé dans le cycle G71 de la ligne P jusqu’à la Q [Optionnel]
I X-axis size and direction of G71 rough pass allowance, radius [Optionnel]
K Z-axis size and direction of G71 rough pass allowance [Optionnel]
P Numéro de la ligne de départ de la définition du profil à ébaucher
Q Numéro de la ligne de fin de la définition du profil à ébaucher
S Vitesse de rotation à utiliser durant le cycle G71 de la ligne P jusqu’à la Q [Optionnel]
T Outil et correcteur à utiliser durant le cycle G71 [Optionnel]
U Sur-épaisseur laissé pour la finition sur X (au diamètre) [Optionnel]
U Sur-épaisseur laissé pour la finition sur Z [Optionnel]
Le planG18 Z-X doit être actif
Exemple de G71
Séquence de programme :
% O0071 (FANUC G71 TYPE I EXAMPLE) T101 (CNMG 432) (Tool change & apply offsets) G00 G54 X6.6 Z.05 M08 (Rapid to Home Position) G50 S2000 (Set Max RPM 2000) G97 S636 M03 (Spindle On) G96 S750 (Constant surface speed On) G71 P1 Q11 D0.15 U0.01 W0.005 F0.012 (Define rough cycle) N1 G00 X0.6634 P (Begin definition) N2 G01 X1. Z-0.1183 F0.004 (Finish pass .004” Feed) N3 Z-1. N4 X1.9376 N5 G03 X2.5 Z-1.2812 R0.2812 N6 G01 Z-3.0312 N7 G02 X2.9376 Z-3.25 R0.2188 N8 G01 X3.9634 N9 X4.5 Z-3.5183 N10 Z-6.5 N11 X6.0 Q (End definition) G00 X0 Z0 T100 (Rapid to tool change position) T202 (Finish tool) G50 S2500 G97 S955 M03 G00 X6. Z0.05 M08 G96 S1500 G70 P1 Q11 G00 X0 Z0 T200 M30 %
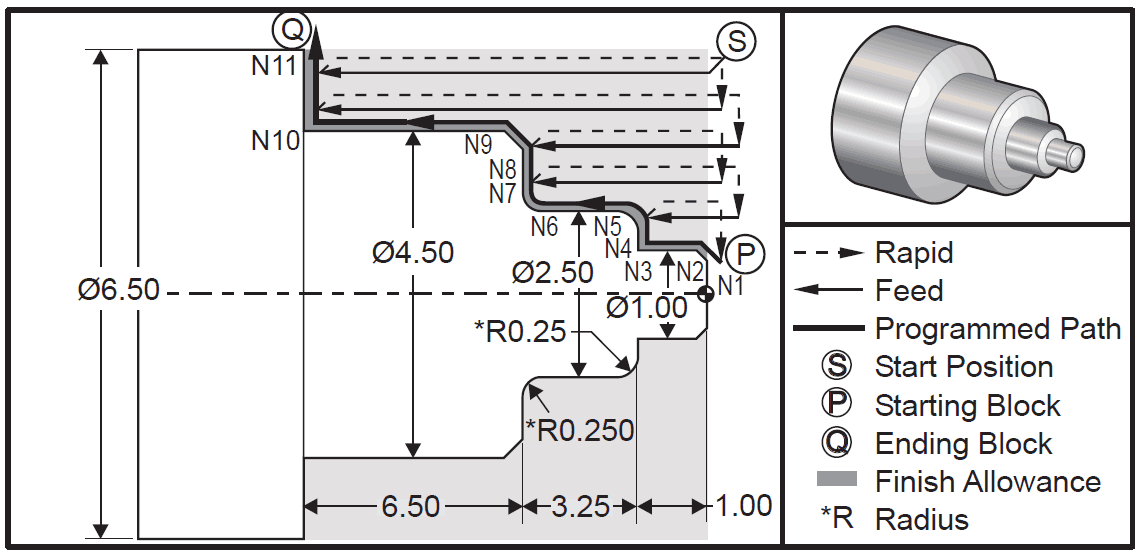
G72 -Cycle de dressage de face en tournage et Cycle de trous de boulon le long d'un angle en fraisage-
Description en fraisage
Ce code G fait percer L trous dans une ligne droite à un angle spécifié. Il fonctionne de manière similaire à G70 et G71. G72 appartient au Groupe 00 et il est donc non-modal. Pour qu'un G71 fonctionne correctement, il faut qu'un cycle pré-programmé soit activé de sorte que, à chaque position, un certain type de fonction de taraudage ou de perçage soit exécuté.
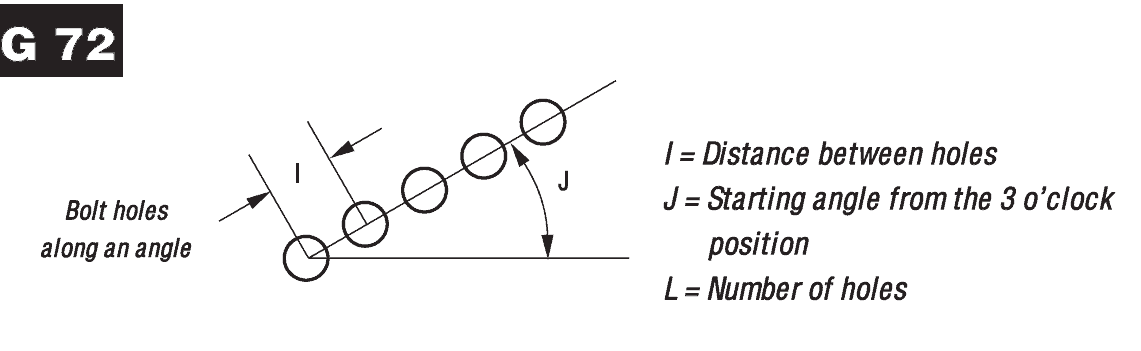
Liste des paramètres de la commande
J Angle de ligne (degrés sens anti-horaire à partir de l’horizontale)
L Nombre de trous
Description en tournage
Le cycle G72 se compose d'un cycle d'ébauche et de finition pour la réalisation de dressages de faces successifs.
Liste des paramètres de la commande
F Avance utilisé dans le cycle G72 de la ligne P jusqu’à la Q [Optionnel]
I X-axis size and direction of G72 rough pass allowance, radius [Optionnel]
K Z-axis size and direction of G72 rough pass allowance [Optionnel]
P Numéro de la ligne de départ de la définition du profil à ébaucher
Q Numéro de la ligne de fin de la définition du profil à ébaucher
S Vitesse de rotation à utiliser durant le cycle G72 de la ligne P jusqu’à la Q [Optionnel]
T Outil et correcteur à utiliser durant le cycle G72 [Optionnel]
U Sur-épaisseur laissé pour la finition sur X (au diamètre) [Optionnel]
U Sur-épaisseur laissé pour la finition sur Z [Optionnel]
Le planG18 Z-X doit être actif
Exemple de G71
Séquence de programme :
% O00100 T101 G54 G50 S2500 G96 S500 M03 G00 X4.05 Z0.2 G72 P101 Q102 U0.03 W0.03 D0.2 F0.01 N101 G00 Z-1 G01 X1.5 X1. Z-0.75 G01 Z0 N102 X0 G70 P101 Q102 G00 X4.05 Z0.2 M30 %
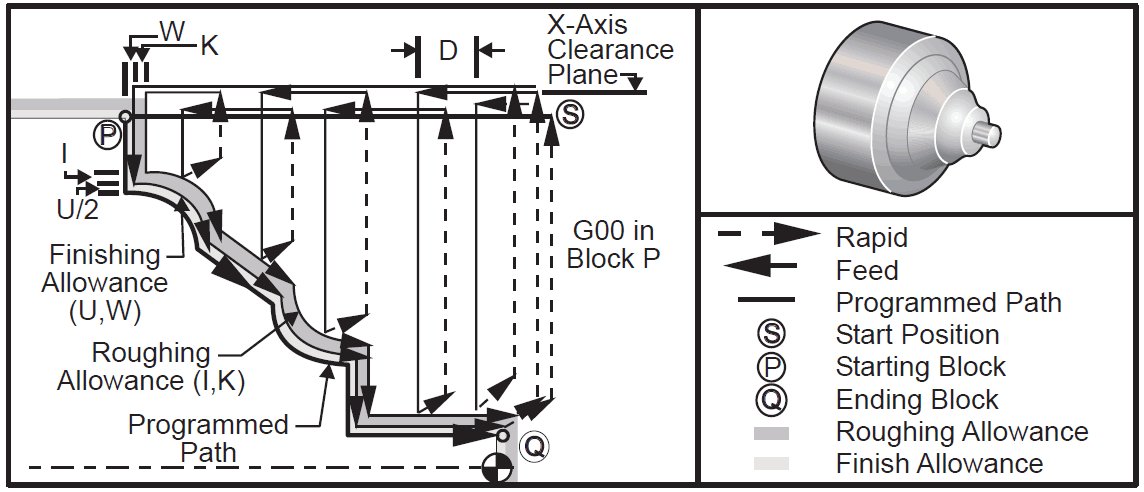
G73 -Cycle d'ébauche irrégulière en tournage et Cycle de perçage progressif à haute vitesse en fraisage-
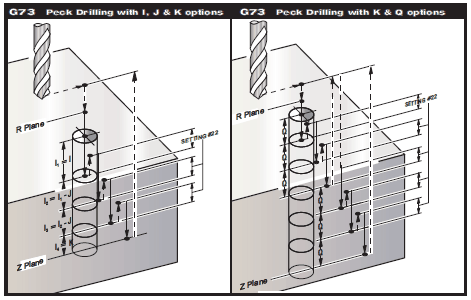
Description en fraisage
Ce code G est modal ; une fois activé, tout mouvement programmé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné. C'est un cycle de perçage à grande vitesse où la distance de
retrait est déterminée par le Réglage 22.
Si I, J et K sont spécifiés, on sélectionnera
un mode différent de fonctionnement. La première passe fera la coupe par la valeur I, chaque
coupe successive sera réduite par la valeur J et la profondeur minimale de coupe est K. Si P
est spécifié, l'outil pausera au fond du trou après le dernier pas de perçage, pendant la
période de temps respective.
La même période d'arrêt s'appliquera pour tous les blocs
subséquents qui ne spécifient pas de temps d'arrêt.
Quand le cycle préprogrammé est
annulé (avec G00, G01, G80 ou RESET), le temps d'arrêt sera remis à zéro. Cet arrêt ne peut
pas être utilisé dans le même bloc en tant que M97, M98, M99 ou G65 car ces codes utilisent
P pour des buts différents.
Si K et Q sont spécifiés tous les deux, un mode différent de
fonctionnement est sélectionné pour ce cycle préprogrammé. Dans ce mode, l'outil est
retourné au plan R après que le nombre de passes a totalisé la valeur K. Cela permet un
perçage plus rapide que G83 mais fait retourner occasionnellement la broche au plan R pour
enlèvements de matière.
I, J, K et Q sont toujours des numéros positifs.
Le réglage 52
change également la modalité de travail de G73 lorsqu'il revient au plan R. La majorité des
programmeurs mettent plan R bien au-dessus de la coupe pour assurer que le mouvement de
nettoyage de copeaux permet vraiment aux copeaux de s'évacuer du trou, mais cela cause un
mouvement perdu lors du premier perçage dans cet espace "vide". Si Réglage 52 est établi à
la distance exigée pour le nettoiement de copeaux, plan R peut être mis beaucoup plus proche
de la pièce percée. Lorsque le mouvement de nettoiement de copeaux se passe vers R, l'axe Z
sera déplacé au-dessus de R avec ce réglage.
Liste des paramètres de la commande
I Dimension optionnelle de profondeur de première coupe
J Valeur optionnelle pour la réduction de profondeur de coupe à chaque passe
K Profondeur minimale optionnelle de coupe/nombre de pas entre retraits
L Nombre de répétitions
P Pause optionnelle à la fin du dernier pas, en secondes
Q Valeur de coupe, toujours incrémentale
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Description en tournage
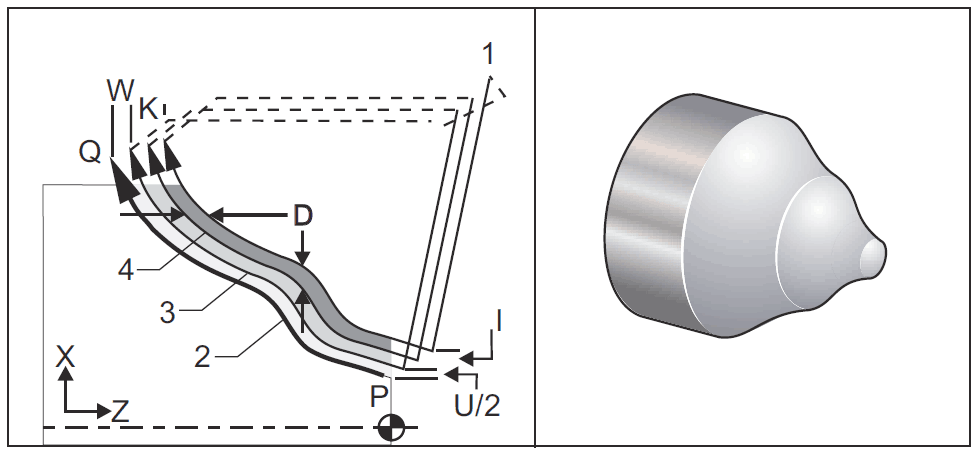
Le cycle préprogrammé G73 peut s’utiliser pour l'ébauche de pièces préformées, comme les
pièces moulées. Le cycle préprogrammé assume que le matériel a été desserré ou qu’il manque
une certaine distance connue dans la trajectoire d’outil programmée PQ.
Liste des paramètres de la commande
*F – Avance en pouces (mm) par minute (G98) ou par tour (G99) à utiliser dans tout le bloc G73 PQ
I – Distance et direction sur axe X entre la première et la dernière coupe, rayon
K – Distance et direction sur axe Z entre la première et la dernière coupe
P – Numéro bloc départ de trajectoire à dégrossir
Q – Numéro bloc arrivée de trajectoire à dégrossir
*S – Vitesse de broche à utiliser dans le bloc G73
*T – Outil et correction à utiliser dans le bloc G73
*U – Dimension et direction sur axe X de la tolérance de finition G73, diamètre
*W – Dimension et direction sur axe Z de la tolérance de finition G73
* indique le caractère optionnel
Le plan G18 Z-X doit être actif
L’usinage commence à partir de la position courante (S) et se déplace rapidement ou avance
vers la première coupe de dégrossissage. La nature du mouvement d’approche sur le fait qu’un
G00 ou un G01 soit programmé ou non dans le bloc P. La machine continue en parallèle de la
trajectoire d’outil programmée. Lorsque bloc Q est atteint, un mouvement de départ rapide
est exécuté vers la position départ plus la correction pour la deuxième passe de
dégrossissage. L’exécution des passes de dégrossissage se poursuit de cette manière pour le
nombre de passes spécifié dans D. Après terminaison de la dernière passe de dégrossissage,
l’outil revient sur la position de départ S.
Seuls F, S et T antérieurs à, ou dans le
bloc, G73 sont en vigueur. Tout code d’avance (F), d’avance de broche (S) ou de changement
d’outil (T) sur les lignes entre P et Q est ignoré.
La correction du premier
dégrossissage est déterminée par (U/2 + I) pour l’axe X et par (W K) pour l’axe Z. Chaque
passe successive de dégrossissage se déplace par incréments de plus en plus près de la passe
finale de dégrossissage d’une valeur (I/(D- 1)) dans l’axe X, et (K/(D- 1)) dans l’axe Z. La
dernière coupe de dégrossissage laisse la tolérance spécifiée par U/2 pour l’axe X et W pour
l’axe Z. Ce cycle préprogrammé est destiné pour l’usage avec le cycle préprogrammé G70 de
finition.
La trajectoire d’outil programmée PQ ne doit pas être monotone en X ou Z, mais
il faut s’assurer que le matériel en place n’interfère pas avec le mouvement de l’outil
pendant les mouvements d’approche et de départ.
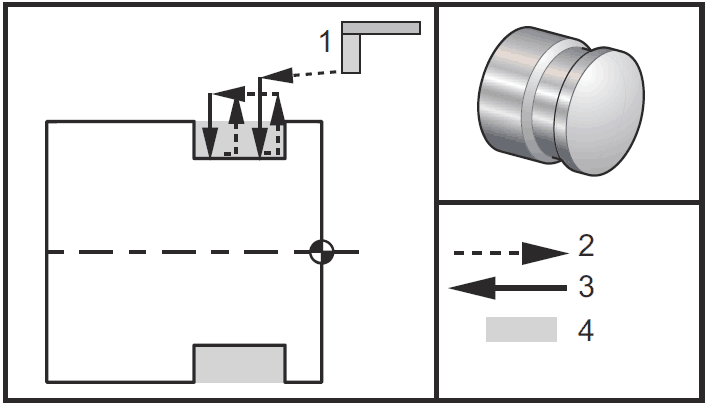
G74 -Cycle rainurage face frontale tournage et Cycle de taraudage à gauche en fraisage-
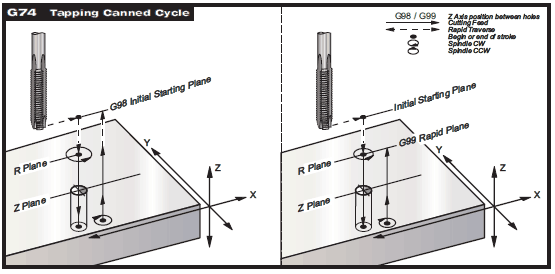
Description en fraisage
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné. Retenir que le
fonctionnement de ce cycle est différent
si on a sélectionné le taraudage rigide. Si on emploie le taraudage rigide, le rapport entre
la vitesse d'avance et la vitesse de la broche doit être précisément le pas de filet étant
exécuté.
Il n'est pas nécessaire de faire démarrer la broche en sens anti-horaire avant
ce cycle préprogrammé. Le système de commande le fait automatiquement.
Liste des paramètres de la commande
J Multiple de retrait
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position de fond de taraud
Description en tournage
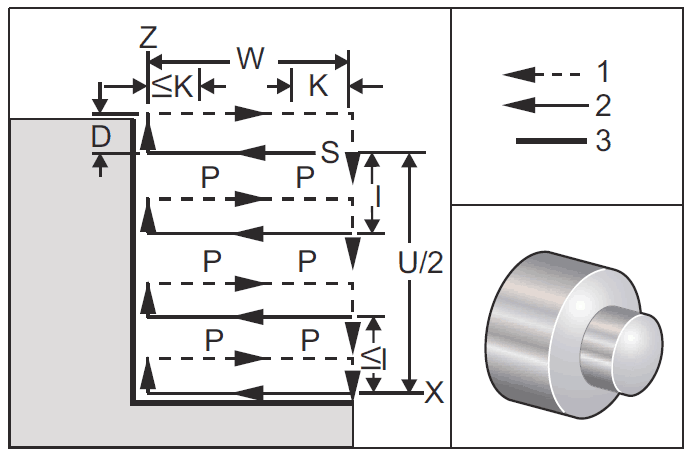
Le cycle préprogrammé G74 est utilisé pour le rainurage de la face d’une pièce, pour le
perçage avec débourrage, ou pour le tournage.
***Avertissement La commande de code D est
rarement utilisée et doit l’être uniquement si la paroi extérieure aux rainures n’est pas
présente sur l’illustration ci-dessus. Le code D peut être utilisé pour le rainurage et le
tournage afin de fournir un changement de dégagement d’outil, sur l’axe X, avant de revenir
sur l’axe Z jusqu’au Mais, si les deux côtés autour des rainures sont présents au cours du
changement, alors l’outil de rainurage cassera. Vous ne voudrez donc peut-être pas utiliser
la commande D.
Un minimum de deux cycles de perçage avec débourrage sont effectués
lorsqu’un code X ou U est ajouté à un bloc G74 et que X n’est pas la position en cours. Un
sur la position courante, puis sur la position X. Le code I est la distance incrémentielle
entre les cycles de perçage avec débourrage sur l’axe X. L’ajout d’un I effectue de
multiples cycles de perçage avec débourrage entre la position de départ S et X. Si la
distance entre S et X et n’est pas également divisée par I, le dernier intervalle est
inférieur à I.
Liste des paramètres de la commande
* F – Vitesse d’avance
* I – Valeur de l’incrément sur axe X entre cycles de perçage avec débourrage, rayon positif
K – Valeur de l’incrément sur axe Z entre les perçages avec débourrage d’un cycle
* U – Distance incrémentielle de l’axe X hors de la position en cours de X avant de revenir
au plan de départ.
W – Distance incrémentielle sur axe Z à la profondeur totale de perçage avec débourrage
X – Position absolue sur axe X du cycle de perçage avec débourrage le plus éloigné (diamètre)
Z – Position absolue sur axe Z, position perçage avec débourrage total
*indique le caractère optionnel
Exemple de rainure frontale en passes multiples
Séquence de programme :
% O60742 (G74 END FACE MULTI PASS) ; (G54 X0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is an end face cutting tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G50 S1000 (Limit spindle to 1000 RPM) ; G97 S500 M03 (CSS off, spindle on CW) ; G00 G54 X3. Z0.1 (Rapid to 1st position) ; M08 (Coolant on) ; G96 S200 (CSS on) ; (BEGIN CUTTING BLOCKS) ; G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 (Begin G74) ; (BEGIN COMPLETION BLOCKS) ; G97 S500 (CSS off) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 M05 (Z home, spindle off) ; M30 (End program) ; %
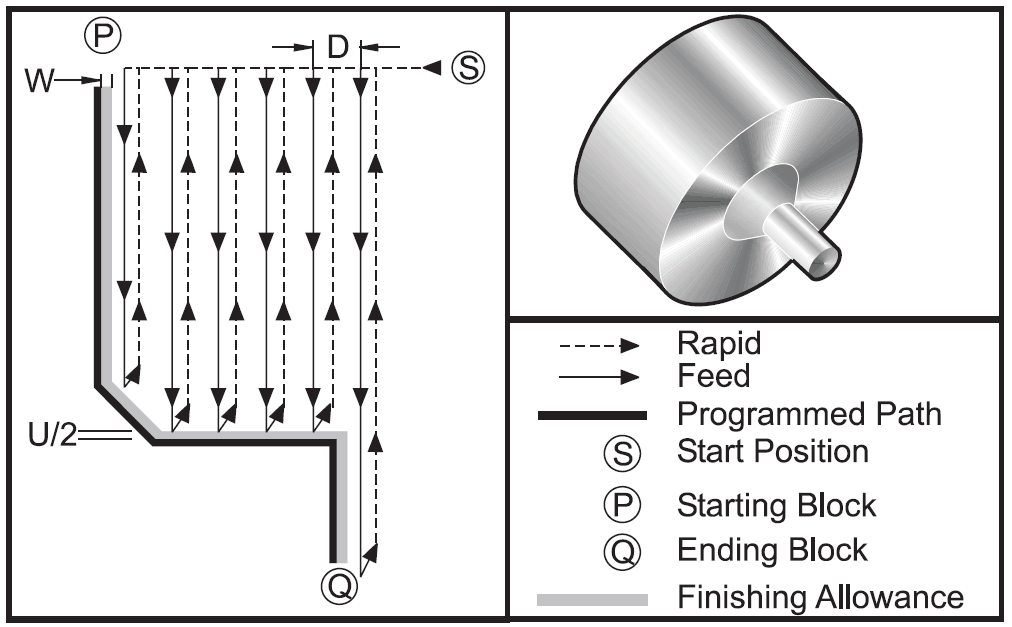
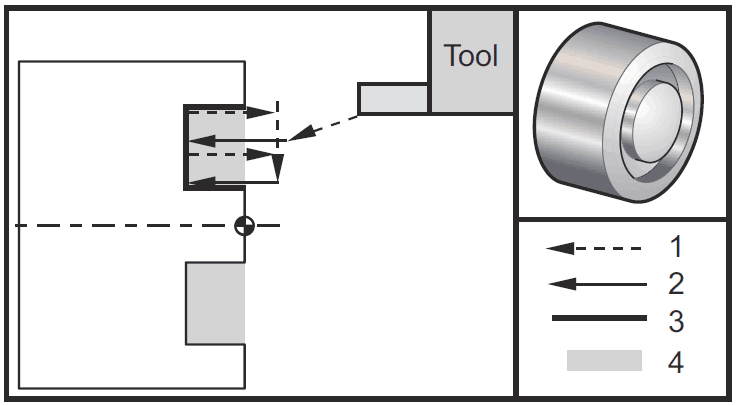
G75 -Cycle de rainurage en tournage-
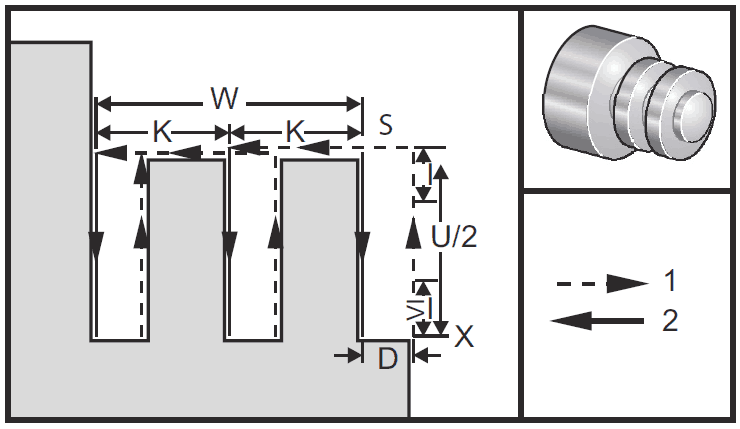
Description en tournage
Le cycle préprogrammé G75 peut s’utiliser pour rainurer sur un diamètre
extérieur.
Lorsqu’un code Z ou W est ajouté à un bloc G75 et que Z n’est pas la position
en cours, deux cycles de perçage au minimum sont effectués. Un sur l’emplacement en cours,
l’autre sur l’emplacement de Z. Le code K représente la distance incrémentielle entre les
cycles de perçage progressif sur axe Z. L’addition d’un K exécutera des rainures
multiples,
uniformément espacées. Lorsque la distance entre la position de départ et la
profondeur totale (Z) n’est pas divisible également par K, alors le dernier intervalle sur Z
est inférieur à K.
Liste des paramètres de la commande
*F – Vitesse d’avance
*I – Valeur d’incrément sur axe X entre les perçages avec débourrage dans un cycle (mesure de rayon)
*K – Valeur d’incrément sur axe Z entre les cycles de perçage avec débourrage
*U – Distance incrémentielle sur axe X à la profondeur totale de perçage avec débourrage
W – Distance incrémentielle sur axe Z au cycle de perçage avec débourrage le plus éloigné
X – Profondeur (diamètre) de perçage avec débourrage, position absolue sur axe X
Z – Position absolue sur axe Z au perçage avec débourrage le plus éloigné
* indique le caractère optionnel
Exemple de rainure en passes multiples
Séquence de programme :
% O60752 (G75 OD GROOVE CYCLE 2) ; (G54 X0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is an OD groove tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G50 S1000 (Limit spindle to 1000 RPM) ; G97 S500 M03 (CSS off, spindle on CW) ; G00 G54 X4.1 Z0.1 (Rapid to 1st position) ; M08 (Coolant on) ; G96 S200 (CSS on) ; (BEGIN CUTTING BLOCKS) ; G01 Z-0.75 F0.05 (Feed to Groove location) ; G75 X3.25 Z-1.75 I0.1 K0.2 F0.01 (Begin G75) ; (BEGIN COMPLETION BLOCKS) ; G97 S500 (CSS off) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 M05 (Z home, spindle off) ; M30 (End program) ; %
G76 -Cycle de filetage en passes multiples en tournage et Cycle d'alésage fin en fraisage -
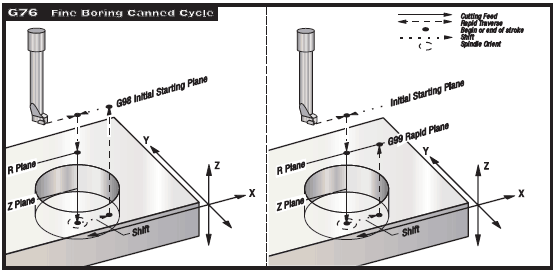
Description en fraisage
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné. Ce cycle déplacera l'axe X et/ou Y avant le retrait pour le
nettoiement d'outil pendant la sortie de pièce. La direction du déplacement est déterminée
par Réglage 27. Si Q n'est pas spécifié, les valeurs optionnelles I et J sont
utilisées
pour déterminer la direction et la distance de déplacement.
Liste des paramètres de la commande
I Valeur optionnelle de déplacement, si Q pas spécifié
J Valeur optionnelle de déplacement, si Q pas spécifié
L Nombre de répétitions
P Temps d’arrêt au fond du trou
Q Valeur de déplacement, toujours incrémentale
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de taraud
Description en tournage
Le cycle préprogrammé G76 peut s’utiliser pour le filetage droit ou conique (tuyau).
La
hauteur du filet est définie comme étant la distance entre la crête du filet et la racine du
filet. La profondeur calculée du filet (K) est la valeur de K moins la tolérance de finition
(Réglage 86 Tolérance de finition du filet).
La valeur de conicité du filetage est
spécifiée dans I. Le cône du filet est mesuré entre la position cible X, Z au point [7] en
position [6]. La valeur I est la différence en distance radiale du départ à la fin du filet
; ce n’est pas un angle.
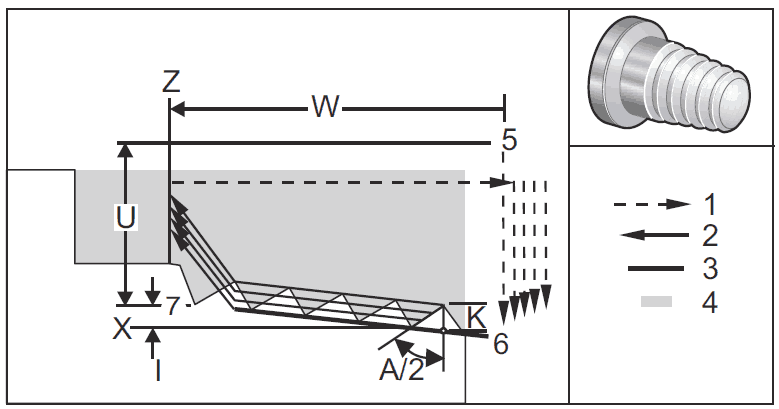
La profondeur de la première passe tout au long du flet est spécifiée dans D. La profondeur
de la dernière passe tout au long du filet peut être contrôlée par le Réglage 86.
L‘angle
de nez d’outil pour le filet est spécifié en .A La valeur peut varier de 0 à 120
degrés.
Si A n’est pas utilisé, on suppose que l’angle est de 0 degré. Afin de réduire le
broutage, utiliser A59 lors de la coupe d’un filet avec 60 degrés.
Le code F spécifie la
vitesse d’avance pour le filetage. Il est toujours bon de spécifier G99 (avance par tour)
avant un cycle préprogrammé de filetage. Le code F spécifie également le pas du filet.
A
la fin du filet, on exécute un chanfrein optionnel. La dimension et l’angle du chanfrein
sont commandés avec le Réglage 95 (Dimension chanfrein du filet) et Réglage 96 (Angle
chanfrein du filet). La dimension du chanfrein est désignée en nombre de filets, de façon
que si 1.000 est enregistré au Réglage 95 et que la vitesse d’avance est de .05, le
chanfrein
sera de .05. Le chanfrein peut améliorer l’aspect et la fonctionnalité des
filets qui doivent être usinés jusqu’à un épaulement. Si l’on a prévu un dégagement en bout
de filet, le chanfrein peut être éliminé en spécifiant 0.000 pour la dimension du chanfrein
au Réglage 95, ou en utilisant M24. La valeur par défaut du Réglage 95 est 1.000 et celle de
l’angle du filet (Réglage 96) est de 45 degrés.
Liste des paramètres de la commande
D – Profondeur de coupe de la première passe
F(E) – Vitesse d’avance, le pas du filet
*I – Valeur de la conicité du filet, mesure de rayon
K – Hauteur du filet, définit profondeur du filet, mesure de rayon
*P – Coupe bord unique (charge constante)
*Q – Angle de début de filet (Ne pas utiliser de signe décimal)
*U – Distance incrémentielle sur X, départ pour diamètre profondeur maximale du filet
*W – Distance incrémentielle sur Z, départ pour longueur maximale du filet
*X – Position absolue sur axe X, diamètre profondeur filet maximale
*Z – Position absolue sur axe Z, longueur maximale du filet
* indique le caractère optionnel
Exemple de filetage
Séquence de programme :
% o60761 (G76 THREAD CUTTING MULTIPLE PASSES) ; (G54 X0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is an OD thread tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G50 S1000 (Limit spindle to 1000 RPM) ; G97 S500 M03 (CSS off, Spindle on CW) ; G00 G54 X1.2 Z0.3 (Rapid to 1st position) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G76 X0.913 Z-0.85 K0.042 D0.0115 F0.0714 (Begin G76) ; (BEGIN COMPLETION BLOCKS) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 M05 (Z home, spindle off) ; M30 (End program) ; %
G77 -Cycle d'agrandissement d'alésage par l'arrière de pièce en fraisage -
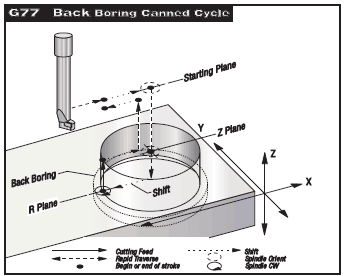
Description en fraisage
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné. Ce cycle déplacera l'axe X et/ou Y avant et après le retrait
pour le nettoiement d'outil pendant l'entrée et la sortie de pièce. Si le Réglage 57 est
activé, l'outil fera un arrêt exact entre les avances rapides. Cela empêchera la
rupture
d'outil et toute cassure au fond du trou. La direction du déplacement est déterminée par
Réglage 27. Si Q n'est pas spécifié, les valeurs optionnelles I et J sont utilisées pour
déterminer la direction et la distance de déplacement.
Liste des paramètres de la commande
I Valeur optionnelle de déplacement, si Q pas spécifié
J Valeur optionnelle de déplacement, si Q pas spécifié
L Nombre de répétitions
Q Valeur de déplacement, toujours incrémentale
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
G80 -Annulation du cycle préprogrammé-
Description en fraisage
Ce code G est modal. Il fait désactiver tous les cycles préprogrammés jusqu'à ce qu'un nouveau cycle soit sélectionné. Noter que l'utilisation de G00 ou G01 va également annuler un cycle préprogrammé.
G80 annule tous les cycles préprogrammés actifs.
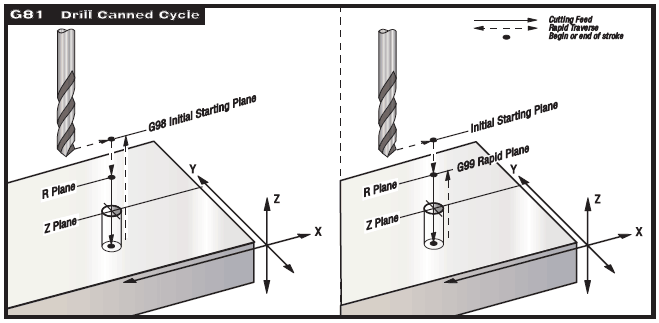
G81 -Cycle de perçage-
Description
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle préprogrammé soit sélectionné.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
F – Vitesse d’avance en pouces (mm) par minute
*L – Nombre de répétitions
P – Temps de pause au fond du trou
R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
*Z – Position au fond du trou
* indique le caractère optionnel
Exemple de perçage en fraisage
Séquence de programme :
T1 M06 G00 G90 G54 X1.125 Y-1.875 S4500 M03 G43 H01 Z0.1 G81 G99 Z-0.35 R0.1 F27. X2.0 X3.0 Y-3.0 X4.0 Y-5.625 X5.250 Y-1.375 G80 G00 Z1.0 G28 M30
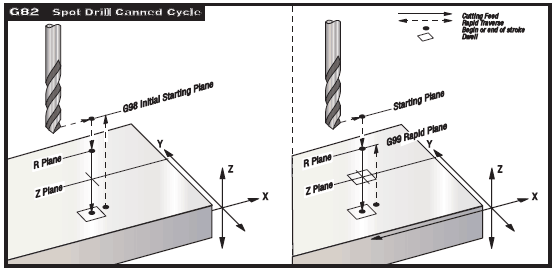
G82 -Cycle de perçage de centrage-
Description
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle préprogrammé soit sélectionné.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
P Le temps d’arrêt au fond du trou
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
F – Vitesse d’avance en pouces (mm) par minute
*L – Nombre de répétitions
P – Temps de pause au fond du trou
R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
*Z – Position au fond du trou
* indique le caractère optionnel
Exemple de centrage en fraisage
Séquence de programme :
% O1234 (Exemple de programme) T1 M06 (Outil #1 est un foret avant trou de 0.5" x 90 degrés) G90 G54 G00 X.565 Y-1.875 S1275 M03 G43 H01 Z0.1 M08 G82 Z-0.175 P.3 R0.1 F10. (foret avant trou 90 degrés ; la profondeur est) X1.115 Y-2.750 (moitié du diamètre de chanfrein) X3.365 Y-2.875 X4.188 Y-3.313 X5.0 Y-4.0 G80 G00 Z1.0 M09
Exemple de centrage en tournage
Séquence de programme :
% o60821 (G82 LIVE SPOT DRILL CYCLE) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a spot drill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X1.5 C0. Z1. (Rapid to 1st position) ; P1500 M133 (Live tool CW at 1500 RPM) ; M08 (coolant on) ; (BEGIN CUTTING CYCLE) ; G82 C45. Z-0.25 F10. P80 (Begin G82) ; C135. (2nd position) ; C225. (3rd position) ; C315. (4th position) ; (BEGIN COMPLETION BLOCKS) ; M155 (C axis disengage) ; M135 (Live tool off) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 (Z home) ; M30 (End program) ;
G83 -Cycle de perçage à débourrage normal-
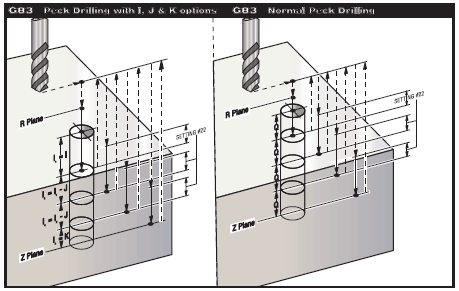
Description
Ce code G est modal ; une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
Si I, J et K sont spécifiés, on sélectionnera un mode différent de fonctionnement.La première
passe fera la coupe par la valeur I, chaque coupe successive sera réduite par la valeur J et
la profondeur minimale de coupe est K.
Si P est spécifié, l'outil pausera au fond du trou
après le dernier pas de perçage, pendant la période de temps respective. L'exemple suivant
fera plusieurs pas et s'arrêtera pour 1.5 secondes a la fin.
G83 Z-0.62 F15. R0.1 Q0.175
P1.5.
Le même temps d'arrêt s'applique à tous les blocs subséquents qui ne spécifient pas
de temps d'arrêt. Quand le cycle préprogrammé est annulé (avec G00, G01, G80 ou RESET) le
temps d'arrêt sera remis à zéro. Cet arrêt ne peut pas etre utilisé dans le même bloc comme
une M97, M98, M99 ou G65, car ces codes emploient P à diverses fins.
Liste des paramètres de la commande en fraisage
I Dimension optionnelle de la profondeur de première coupe
J Valeur optionnelle de réduction de profondeur de coupe à chaque passe
K Profondeur minimale optionnelle de coupure
L Nombre de répétitions
P Pause optionnelle à la fin du dernier pas, en secondes
Q Valeur de coupe, toujours incrémentale
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
F – Vitesse d’avance en pouces (mm) par minute
*I – Profondeur du premier perçage
*J – Valeur de réduction de profondeur de perçage à chaque passe
*K – Profondeur minimale de perçage
*L – Nombre de répétitions
*P – Temps de pause au fond du trou
*Q – Valeur de la coupe, toujours incrémentielle
*R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
Z – Position au fond du trou
* indique le caractère optionnel
Exemple en fraisage
T2 M06 (Outil #2 est un foret de série extracourte de 0.3125") G90 G54 G00 X0.565 Y-1.875 S2500 M03 G43 H02 Z0.1 M08 G83 Z-0.720 Q0.175 R0.1 F15. (Point de perçage est 1/3 du diamètre de perçage) X1.115 Y-2.750 X3.365 Y-2.875 X4.188 Y-3.313 X5.0 Y-4.0 G80 G00 Z1.0 M09
Exemple en tournage
% o60831 (G83 NORMAL PECK DRILLING) ; (G54 X0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a drill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G50 S1000 (Limit spindle to 1000 RPM) ; G97 S500 M03 (CSS off, spindle on CW) ; G00 G54 X0 Z0.25 (Rapid to 1st position) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G83 Z-1.5 F0.005 Q0.25 R0.1 (Begin G83) (BEGIN COMPLETION BLOCKS) G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 M05 (Z home, spindle off) ; M30 ; %
Exemple d'un perçage avec outils tournants
% (LIVE PECK DRILL - AXIAL) ; T1111 ; G98 ; M154 (Engage C-Axis) ; G00 G54 X6. C0. Y0. Z1. ; G00 X1.5 Z0.25 ; G97 P1500 M133 ; M08 ; G83 G98 C45. Z-0.8627 F10. Q0.125 ; C135. ; C225. ; C315. ; G00 G80 Z0.25 ; M155 ; M135 ; M09 ; G28 H0. (Unwind C-Axis) ; G00 G54 X6. Y0. Z1. ; G18 ; G99 ; M01 ; M30 ; %
G84 -Cycle de taraudage-
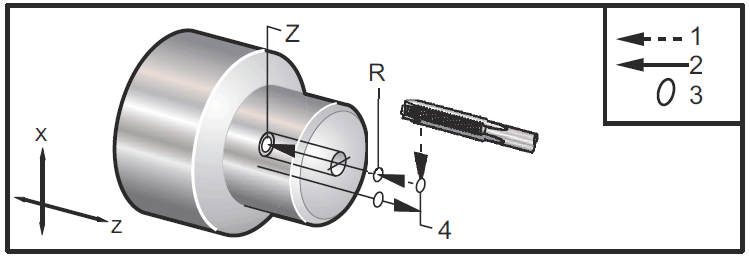
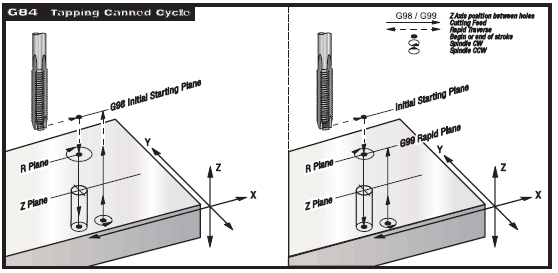
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné. Retenir que le
fonctionnement de ce cycle est différent si
on a sélectionné le taraudage rigide. Si on emploie le taraudage rigide, le rapport entre la
vitesse d'avance et la vitesse de la broche doit être précisément le pas de filet étant
exécuté.
Il n'est pas nécessaire de faire démarrer la broche en sens horaire avant ce
cycle préprogrammé. Le système de commande le fait automatiquement.
- Il n’est pas nécessaire de faire démarrer la broche en CW (sens horaire) avant ce cycle préprogrammé. Le système de commande fait cela automatiquement.
- Lors d’un taraudage G84 sur un tour, Il est plus simple d’utiliser G99 Avance par tour.
- Le pas est la distance parcourue le long de l’axe d’une vis après chaque révolution.
- La vitesse d’avance avec G99 est égale au pas du taraudage.
- Une valeur S doit être appelée avant le G84. La valeur détermine la vitesse de rotation du cycle de taraudage.S
- En mode métrique ( G99, avec Réglage 9 = MM), la vitesse d’avance est l’équivalent métrique du pas en MM.
- En mode pouces ( G99, avec réglage 9 = INCH), la vitesse d’avance est l’équivalent métrique du pas en pouces.
- Le pas (et la vitesse d’avance G99) d’un taraud M10 x 1.0 mm est 1.0 mm, ou 0.03937 po (1.0/25.4=0.03937).
- Pour le taraudage motorisé radial, utiliser une commande G195 ou G196.
Liste des paramètres de la commande en fraisage
J Multiple de retrait
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de taraud
Liste des paramètres de la commande en tournage
* R – Position du plan R
S – Tr/min, appelé avant G84
* X – Commande de déplacement de l’axe X
Z – Position au fond du trou
* indique le caractère optionnel
Exemple en fraisage
T3 M06 (Outil #3 est un taraud de 3/8-16) G90 G54 G00 X0.565 Y-1.875 S900 M03 G43 H03 Z0.2 M08 G84 Z-0.600 R0.2 F56.25 (900 tr.pm divisées par 16 filet par pouce= 56.25 pouces par minute)x X1.115 Y-2.750 X3.365 Y-2.875 X4.188 Y-3.313 X5.0 Y-4.0 G80 G00 Z1.0 M09 G28 G91 Y0 Z0 M30 %
Exemple en tournage
o60842 (METRIC TAP, SETTING 9 = MM) ; (G54 X0 is at the center of rotation) ; (Z0 is on the face of the part) (T1 is an M8 x 1.25 Tap) ; G21 (ALARM if setting 9 is not MM) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G40 G80 G99 (Safe startup) ; G00 G54 X0 Z12.7 (Rapid to 1st position) ; M08 (Coolant on) ; S800 (RPM OF TAP CYCLE) ; (BEGIN CUTTING BLOCK) ; G84 Z-12.7 R12.7 F1.25 (Lead = 1.25) ; (BEGIN COMPLETION BLOCKS) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 M05 (Z home, spindle off) ; M30 (End program) ; %
G85 -Cycle d'alésage-
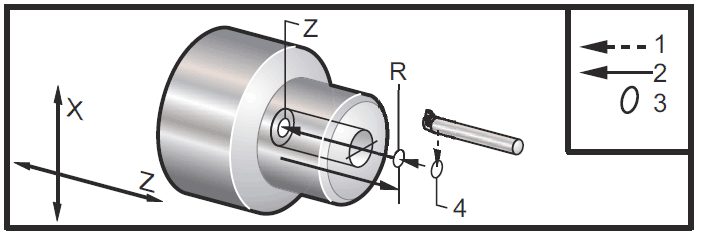
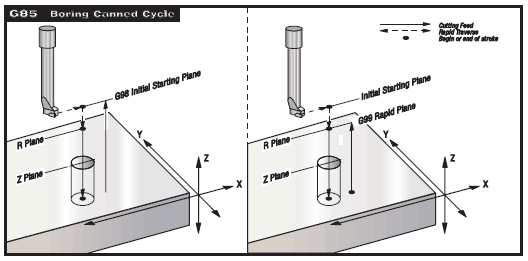
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
Ce cycle effectue une avance en coupe puis en
dégagement.
La broche s’arrête et sort rapidement du trou.
Le code G arrête la broche
lorsque l’outil atteint le fond du trou. L’outil sera rétracté une fois la broche arrêtée.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
*L – Nombre de répétitions
*R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
*Z – Position au fond du trou
* indique le caractère optionnel
G86 -Cycle d'alésage avec arrêt-
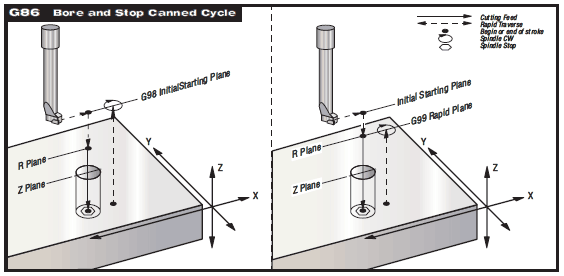
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
La broche s’arrête et sort rapidement du trou.
Le code
G arrête la broche lorsque l’outil atteint le fond du trou. L’outil sera rétracté une fois
la broche arrêtée.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
*L – Nombre de répétitions
*R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
*Z – Position au fond du trou
* indique le caractère optionnel
G87 -Cycle d'alésage, arrêt et retrait manuel-
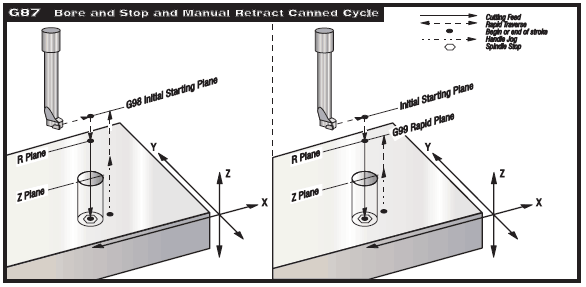
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
Après avoir fait avancer manuellement les axes, appuyer
sur CYCLE START pour reprendre le programme.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
G88 -Cycle d'alésage, temporisation et retrait manuel-
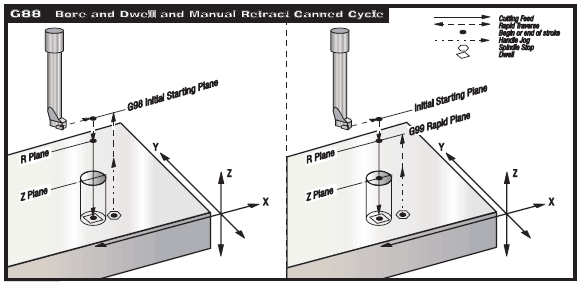
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
Après avoir fait avancer manuellement les axes, appuyer
sur CYCLE START pour reprendre le programme.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
P La durée de temporisation au fond du trou
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
G89 -Cycle d'alésage et temporisation-
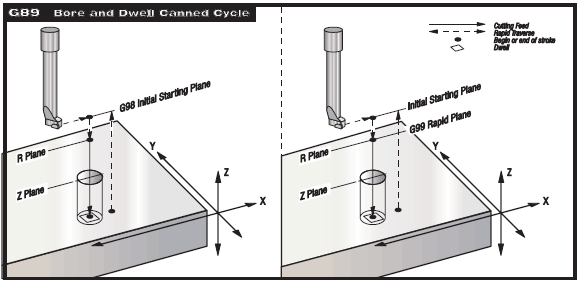
Description
Ce code G est modal. Une fois activé, tout mouvement commandé de X et/ou Y causera
l'exécution du cycle préprogrammé jusqu'à ce qu'il soit annulé ou un autre cycle
préprogrammé soit sélectionné.
Ce cycle effectue une avance en coupe puis en dégagement.
Liste des paramètres de la commande en fraisage
L Nombre de répétitions
P La durée de temporisation au fond du trou
R Position du plan R
X Commande optionnelle de mouvement sur axe X
Y Commande optionnelle de mouvement sur axe Y
Z Position du fond de trou
Liste des paramètres de la commande en tournage
*L – Nombre de répétitions
*P – Temps de pause au fond du trou
*R – Position du plan R
*X – Commande de déplacement axe X
*Y – Commande de déplacement axe Y
*Z – Position au fond du trou
* indique le caractère optionnel
G90 -Commandes de positionnement absolu-
Description
Ce code est modal et change la modalité d'interprétation des commandes de mouvement d'axe. G90 fait toutes les commandes subséquentes du système de coordonnées sélectionnées par l'utilisateur, des positions absolues. Chaque axe déplacé sera mis dans la position codée dans le bloc de commandes.
G91 -Commandes de positionnement incrémental-
Description
Ce code est modal et change la modalité d'interprétation des commandes de mouvement d'axe. G91 fait toutes les commandes subséquentes incrémentales. Chaque axe déplacé sera déplacé par la valeur codée dans le bloc de commandes. Ce code n'est pas compatible avec G143 (Compensation de longueur d'outil à 5 axes).
G92 -Régler la valeur de déplacement du système de coordonnées travail-
Description
Cette commande ne fait déplacer aucun axe ; elle ne fait que modifier les valeurs stockées en
tant que corrections de travail pour l'utilisateur.
Une commande G92 fait effectivement déplacer tous les systèmes de coordonnées de travail
(G54-59, G110- 129) de manière que le positionnement commandé devienne la position courante
dans le système de travail activé. G92 est un code non-modal, non-mouvement.
Une commande
G92 fait annuler tout G52 activé pour les axes commandés. Exemple : G92 x 1.4 annule G52
pour l'axe X. Les autres axes ne sont pas affectés.
La valeur de déplacement G92 est
affichée dans la partie inférieure de la page Work Offsets (Corrections de travail) et peut
y être effacée si nécessaire. Elle est également effacée automatiquement après la mise sous
tension et à tout moment d'utilisation de ZERO RET et AUTO ALL AXES ou ZERO SINGLR AXIS.
G93 -Mode avance à comptage régressif-
Description
Ce code G spécifie que toutes les valeurs F (feedrate=vitesse d'avance) sont à interpréter
comme des courses par minute. Cela est équivalent à dire que la valeur du code F, lorsque
DIVISEE PAR 60, c'est le nombre de
secondes nécessaires au mouvement pour se
terminer.
G93 est généralement utilisé par le travail à 5 axes et quelquefois par le
travail à 4 axes aussi. C'est une modalité de traduire la vitesse d'avance linéaire
(pouces/min) attribuée au programme - disant F30 - en une valeur qui prend en considération
le mouvement rotatif. En mode G93, la valeur F spécifie le nombre de répétitions de la
course par minute (mouvement d'outil), basé sur la valeur linéaire F.
G93 fait activer le
Mode d'avance à comptage régressif tandis que G94 le fait se désactiver.
Un mouvement
d'interpolation qui implique seulement les axes auxiliaires, N'EST PAS affecté par G93 - le
code F spécifié sera toujours interprété comme avance par minute.
Si G93 est activé, il
est OBLIGATOIRE de spécifier la vitesse d'avance pour tous les blocs à mouvement
d'interpolation ; c.-à-d. chaque bloc à mouvement lent DOIT avoir sa propre spécification de
vitesse d'avance.
Sinon, une alerte NO FEEDRATE (Vitesse d'avance absente) sera générée.
Mélanger les axes auxiliaires avec les axes réguliers dans un mouvement G01/02/03 du mode
G93 générera l'alerte.
“AXES AUX DANS LE BLOC G93”
Toutes les commandes de mouvement du Groupe 9, ainsi que toute commande G12, G13, G70, G71, G72 ou G150, généreront une alerte de syntaxe en mode G93.
En appuyant sur RESET on va remettre la machine en mode G94 (Avance par minute).
Réglages 34 et 79 (diamètre sur 4e et 5e axe) sont incompréhensibles à comptage régressif.
Alerte 309, "EXCEEDED MAX FEEDRATE" (Vitesse d'avance maximale dépassée) ne sera pas générée par G93 car la machine sera automatiquement limitée par l'axe le plus lent.
G94 -Mode avance par minute-
Description
Ce code fait désactiver G93 (Mode avance à comptage régressif) et fait retourner le système de commande au mode Avance par minute. L'appui sur RESET va remettre la machine en mode G94.
G95 -Taraudage rigide à outillage motorisé (Face)-
Description
G95 Taraudage rigide à outillage motorisé est un cycle de taraudage axial similaire à G84 en ce qu’il utilise les adresses F, R, X et Z, toutefois, il présente les différences suivantes :
- La commande doit être en mode G99 Avance par tour, pour que le taraudage
- fonctionne convenablement.
- Une commande S (vitesse de broche) doit avoir été émise avant le G95.
- L’axe X doit être positionné entre zéro et le centre de la broche principale; ne pas positionner au-delà du centre de la broche.
Liste des paramètres de la commande en tournage
F – Vitesse d’avance
R – Position du plan R
S – Tr/min, appelé avant G95
W – Commande incrémentielle axe Z
X – Commande de déplacement axe X, diamètre pièce optionnel
*Y – Commande de déplacement axe Y
Z – Position au fond du trou
* indique le caractère optionnel
Exemple en tournage
% o60951 (G95 LIVE TOOLING RIGID TAP) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a 1/4-20 tap) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; M154 (Engage C Axis) ; G00 G54 X1.5 C0. Z0.5 (Rapid to 1st position) ; M08 (Coolant on) ; (BEGIN CUTTING CYCLE) ; S500 (Select tap RPM) ; G95 C45. Z-0.5 R0.5 F0.05 (Tap to Z-0.5) ; C135. (next position) ; C225. (next position) ; C315. (last position) ; (BEGIN COMPLETION BLOCKS) ; M155 (Disengage C Axis) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 (Z home) ; M30 (End program) ; %
G96 -Vitesse de coupe constante activée-
Description
G96 commande le maintien d’une vitesse de coupe constante au niveau de la pointe de l’outil. La vitesse de rotation de la broche est basée sur le diamètre de la pièce sur laquelle se fait l’usinage et sur la valeur S commandée (tr/min = 3.82 x SFM/DIA) Cela signifie que la vitesse de la broche augmente, à mesure que l’on s’approche de X0. Lorsque le Réglage 9 est en INCH, la valeur S spécifie la Surface pieds par minute. Lorsque le Réglage 9 est en MM, la valeur S spécifie la Surface mètres par minute.
Il est plus sûr de spécifier une vitesse maximale de broche pour la fonctionnalité d’usinage à vitesse de surface constante. Utiliser G50 pour régler une vitesse de rotation maximale de broche. Le fait de ne pas régler une limite permet à la vitesse de broche d’augmenter lorsque l’outil atteint le centre de la pièce. Une vitesse excessive peut projeter les pièces et endommager l’outillage.
G97 -Vitesse de rotation constante activée-
Description
Cela commande au système de ne PAS ajuster la vitesse de la broche basée sur le diamètre de la coupe et annule toute commande G96. Lorsque G97 est en fonction, toute commande S est en nombre de rotations par minute (tr/min).
G98 -Avance par minute en tournage et Retour au point initial du cycle préprogrammé en fraisage-
Description en fraisage
Ce code G est modal et change la modalité de fonctionnement des cycles préprogrammés. En G98, l'axe Z revient à son point initial de départ (à position Z ou il était lorsque le cycle préprogrammé a été défini pour la première fois) entre chaque nouvelle localisation sur X et/ou Y. Cela permet le positionnement de la pièce et/ou des dispositifs de serrage étant sur la trajectoire de l'outil, dans l'aire supérieure et autour.
Description en tournage
G98 change la modalité d’interprétation du code d’adresse F. La valeur de F indique des pouces par minute si le Réglage 9 est sur INCH, et F indique des millimètres par minute si le Réglage 9 est sur MM.
G99 -Avance par tour en tournage et Retour au plan R du cycle préprogrammé en fraisage-
Description en fraisage
Ce code G est modal et change la modalité de fonctionnement des cycles préprogrammés. En G99, l'axe Z restera au plan R entre chaque location nouvelle X et/ou Y, s'il n'y a pas d'obstruction sur la trajectoire d'outil vers la location suivante.
Description en tournage
Cette commande change la modalité d’interprétation de l’adresse F. La valeur de F donne des pouces par tour de la broche si le Réglage 9 est sur INCH, tandis que F indique les millimètres par tour de la broche si le Réglage 9 est sur MM.
G100 -Désactiver l'image en miroir-
G101 -Activer l'image en miroir-
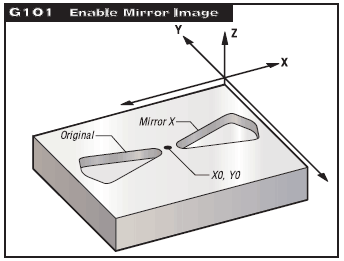
Description
La présentation en image inverse peut être activée ou désactivée individuellement pour chacun des quatre axes. Les deux codes G (G100 et G101) sont non-modaux mais l'état de l'image en miroir de chaque axe est modal. La partie inférieure de l'écran indiquera si un axe est en miroir. Ces codes doivent s'utiliser dans un bloc de commande sans aucun autre code G. Ils ne causent pas de mouvement d'axe. G101 activera la présentation en image inverse pour tout axe énuméré dans le bloc respectif. G100 désactivera la présentation en image inverse pour tout axe énuméré dans le bloc respectif. G100 ou G101 par eux-mêmes n'auront aucun effet et doivent être introduits comme valeur zéro.
Exemple en fraisage
% O3600 (Image en miroir axe X) T1 M06 (Outil #1 est une fraise cylindrique deux tailles à diamètre 0.250") G00 G90 G54 X-.4653 Y.052 S5000 M03 G43 H01 Z.1 M08 G01 Z-.25 F5. F20. M98 P3601 G00 Z.1 G101 X0. X-.4653 Y.052 G01 Z-.25 F5. F20. M98 P3601 G00 Z.1 G100 X0. G28 G91 Y0 Z0 M30 % % O3601 (Sous-programme contournage) G01 X-1.2153 Y.552 G03 X-1.3059 Y.528 R.0625 G01 X-1.5559 Y.028 G03 X-1.5559 Y-.028 R.0625 G01 X-1.3059 Y-.528 G03 X-1.2153 Y-.552 R.0625 G01 X-.4653 Y-.052 G03 X-.4653 Y.052 R.0625 M99 %
G102 -Sortie programmable à RS-232-
Description
La sortie programmable au port RS-232 permet aux coordonnées de travail courant des quatre
axes d'être faites sortir. Ce code G (G102) est non-modal, donc il influence seulement le
bloc dans lequel il est programmé. Il doit être utilisé dans un bloc de commande sans aucun
autre code G et il ne causera aucun mouvement d'axe. La valeur réelle donnée pour le code X,
Y, Z ou A n'a pas d'effet. Une ligne complète de texte est envoyée au premier port RS-232
(le même utilisé pour chargement, déchargement et DNC). Chaque axe mentionné dans le bloc de
commande G102 est fait sortir au port RS-232 dans le même format que les valeurs affichées
dans un programme.
On applique les espaces optionnels (Réglage 41) et la commande EOB
(fin de bloc) (Réglage 25). Les valeurs envoyées sont toujours les positionnements courants
d'axes référencés au système de coordonnées de travail courant.
La numérisation d'une
partie est possible à l'aide du code G et d'un programme qui saute une partie en XY et
explore en direction basse en Z avec un G31. Lorsque le palpeur frappe, le bloc suivant
pourrait être G102 pour transmettre la position X, Y, Z à un ordinateur qui pourrait stocker
les coordonnées comme partie numérique.
G103 -Limitation de lecture anticipée de blocs-
Description
"Block Look-ahead" (bloc prospectif) est un terme décrivant ce que le système de commande
fait dans l'arrière plan pendant le mouvement de la machine. Un bloc à mouvement peut
nécessiter plusieurs secondes pour l'exécution. Le système de commande peut en profiter en
préparant des blocs supplémentaires du programme, en avant. Pendant que le bloc courant est
en exécution, le bloc suivant a déja été interprété et préparé pour un mouvement continu,
ininterrompu entre des blocs consécutifs. Le bloc prospectif est également important en vue
d'obtenir les informations nécessaires pour la prédiction des positions compensées de la
compensation d'outil coupant.
Lorsque G103 P0 est programmé, la limitation de bloc est
désactivée. La limitation de bloc est également limitée si G103 apparaît dans un bloc sans
code d'adresse P.
Lorsque G103 Pn est programmé, la prospection est limitée à n
blocs.
A cet instant G103 ne peut pas être utilisé si la compensation d'outil coupant,
G41 ou G42, est activée. Alerte 387 (Compensation d'outil coupant pas permise avec G103) est
générée en cas contraire.
G103 est également utile pour le débogage des programmes qui
utilisent les macros. Les expressions macro sont exécutées au temps de prospection. En
introduisant un G103 P1 dans le programme, les expressions macro seront exécutées un bloc
avant le bloc étant couramment chargé de l'exécution.
G103 n'est pas une commande
compatible avec Fanuc.
G105 -Servo commande de barre-
Description
C’est le code G utilisé pour commander un dispositif d’alimentation de barres.
G107 -Mappage cylindrique-
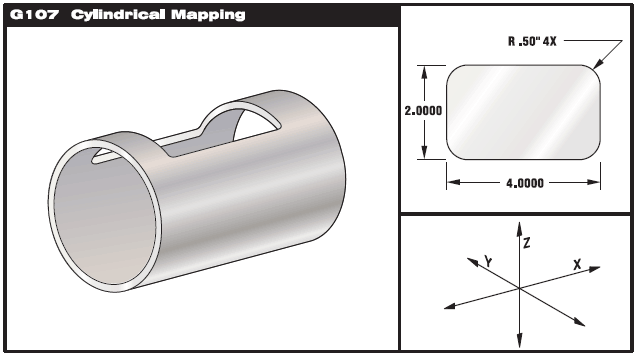
Description
Ce code G traduit le mouvement programmé dans un axe linéaire spécifique en un mouvement équivalent sur la surface d'un cylindre (attaché à un axe de rotation). C'est un code G de Groupe 0, mais son fonctionnement par défaut est soumis au Réglage 56 (M30 RESTORE DEFAULT G). La commande G107 s'utilise pour activer ou désactiver le mappage cylindrique.
- Tout programme d'axe linéaire peut etre mappé de manière cylindrique à tout axe de rotation (un à la fois).
- Un programme existant à code G d'axe linéaire peut être mappé de façon cylindrique sans modification si on introduit une commande G107 au début du programme. Si le Réglage 56 est OFF (désactivé), cela peut même être spécifié dans un programme antérieur si RESET n'a pas été utilisé.
- Le rayon (ou diamètre) de la surface cylindrique peut être redéfini, en permettant l'occurrence du mappage cylindrique le long des surfaces de différents diamètres sans avoir besoin de changer le programme.
- Le rayon (ou diamètre) de la surface cylindrique peut être synchronisé avec ou être indépendant du diamètre(s) d'axe de rotation spécifié sur la page des Réglages.
- G107 peut également être utilisé afin de régler le diamètre par défaut d'une surface cylindrique, séparément du mappage cylindrique qui pourrait être en vigueur.
Exemple en fraisage
% O0079 (G107 TEST) G00 G40 G49 G80 G90 G28 G91 A0 G90 G00 G54 X1.75 Y0 S5000 M03 G107 A0 Y0 R2. (S'IL N'Y A PAS DE VALEUR DE R OU Q, LA MACHINE UTILISE LA VALEUR DU REGLAGE 34) G43 H01 Z0.25 G01 Z-0.25 F25. G41 D01 X2. Y0.5 G03 X1.5 Y1. R0.5 G01 X-1.5 G03 X-2. Y0.5 R0.5 G01 Y-0.5 G03 X-1.5 Y-1. R0.5 G01 X1.5 G03 X2. Y-0.5 R0.5 G01 Y0. G40 X1.75 G00 Z0.25 M09 M05 G91 G28 Z0. G28 Y0. G90 G107 M30 %
G112 -Interpolation XY vers XC-
Description en tournage
La fonction d'interpolation de coordonnées G112 XY à XC vous permet de programmer les blocs suivants en coordonnées cartésiennes XY, que le contrôle convertit automatiquement en coordonnées polaireS XC. Lorsqu'il est actif, le contrôle utilise le G17 XY pour les mouvements linéaires G01 et G02 et G03 pour le mouvement circulaire. G112 convertit également les commandes de position X, Y en déplacement rotatif de l'axe C et de l'axe X linéaire.
Exemple en tournage
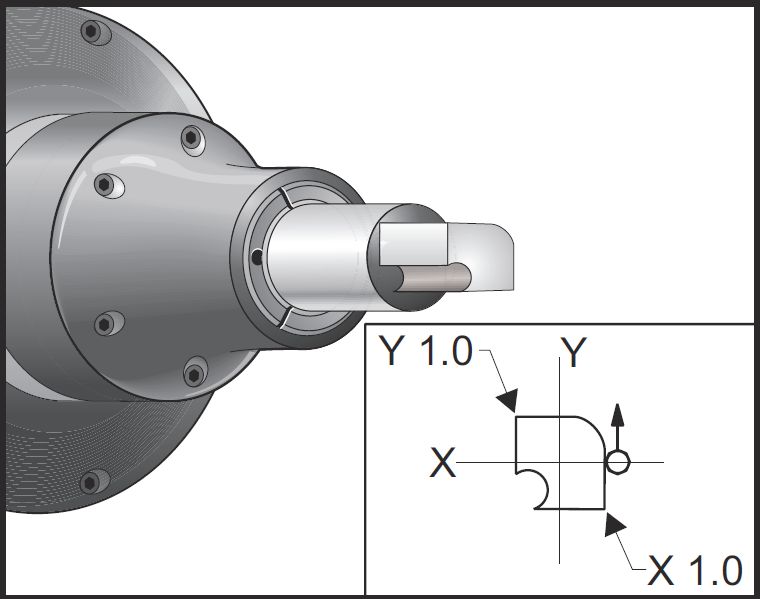
% % o61121 (G112 XY TO XC INTERPOLATION) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is an end mill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G17 (Call XY plane) ; G98 (Feed per min) ; M154 (Engage C Axis) ; P1500 M133 (Live tool CW at 1500 RPM) ; G00 G54 X0.875 C0. Z0.1 (Rapid to 1st position) ; G112 (XY to XC interpretation); M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G1 Z0. F15. (Feed towards face) ; Y0.5 F5. (Linear feed) ; G03 X.25 Y1.125 R0.625 (Feed CCW) ; G01 X-0.75 (Linear feed) ; G03 X-0.875 Y1. R0.125 (Feed CCW) ; G01 Y-0.25 (Linear Feed) ; G03 X-0.75 Y-0.375 R0.125 (Feed CCW) ; G02 X-0.375 Y-0.75 R0.375 (Feed CW) ; G01 Y-1. (Linear feed) ; G03 X-0.25 Y-1.125 R0.125 (Feed CCW) ; G01 X0.75 (Linear feed) ; G03 X0.875 Y-1. R0.125 (Feed CCW) ; G01 Y0. (Linear feed) ; G00 Z0.1 (Rapid retract) ; (BEGIN COMPLETION BLOCKS) ; G113 (Cancel G112) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G18 (Return to XZ plane) ; G00 G53 X0 M09 (X home, coolant off) ; G53 Z0 (Z home) ; M30 (End program) ;
G113 -Annulation de l'interpolation XY vers XC-
Description en tournage
G133 annule la conversion des coordonnées cartésienne en coordonnées polaires
G150 -Fraisage général de poches-
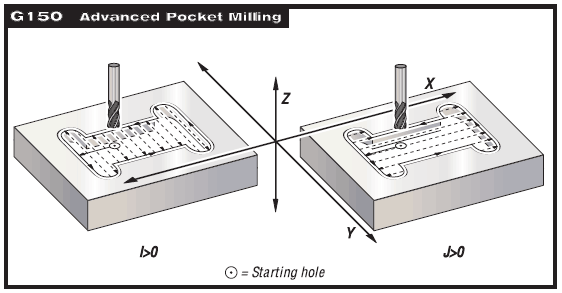
Description
Ce code G assure le fraisage général de poches. Le profil de la poche à couper doit être
défini par une série de mouvements dans une sous-routine. On utilisera une série de
mouvements sur axe X ou Y pour le découpage de la forme spécifiée, suivis d'une passe de
finition pour le bord extérieur. On doit spécifier I ou J sous forme de numéro positif ;
c'est la valeur de déplacement ou le recouvrement d'outil. Si on utilise I, la poche sera
coupée en une série de courses sur axe X. Si on utilise J, la poche sera coupée en une série
de courses sur axe Y. La passe de finition a une largeur K et K doit être un numéro positif.
Il n'y a pas de passe de finition dans la profondeur Z. La valeur R doit être spécifiée même
si elle est zéro (R0). Autrement on va utiliser la dernière valeur spécifiée pour R.
On
peut sélectionner les passages multiples au-dessus de l'aire afin de contrôler la profondeur
de la coupe. Au moins une passe est faite au-dessus de la poche et des passes multiples sont
faites après avoir réduit l'avance par la valeur Q jusqu'à ce qu'on atteigne la profondeur
Z. Q doit être un numéro positif. Si on spécifie un compteur L, le bloc entier est répété et
un X ou Y incrémental (G91) repositionnera la poche.
La sous-routine doit définir l'aire
par une série de mouvements G01, G02 ou G03 sur X et Y et doivent se terminer avec une M99.
Les codes G, G90 et G91, peuvent également être utilisés dans la sous-routine pour
sélectionner des positionnements absolus ou incrémentaux. Tous codes, autres que G, I, J, R,
X ou Y sont ignorés sans la sous-routine. Cette sous-routine doit consister en moins de 20
courses.
En vue de mettre l'outil à zéro à l'entrée, le fraisage de poches doit démarrer
d'un trou ayant été antérieurement percé à la profondeur Z. Le bloc G150 doit spécifier la
position de ce trou sur X et Y.
Le premier mouvement dans la sous-routine doit se
déplacer depuis ce trou lisse au point de départ du profil de bloc. Le mouvement final dans
la sous-routine doit revenir au même point que le mouvement de départ de la sous-routine.
Dans l'exemple sur la page précédente, le point de départ de la ligne G150, est X3.25 Y4.5
et le premier mouvement de la sous-routine est Y7.0. Comme suit, la fin de sous-routine doit
revenir à X3.25 Y7.0.
Si on spécifie une valeur K, le passage de finition se fait le long
du bord extérieur mais se fera a la profondeur complete de poche et va couper a l'intérieur
de la dimension programmée de poche par la valeur K.
Liste des paramètres de la commande
F Vitesse d’avance
I Incrément de coupe sur axe X
J Incrément de coupe sur axe Y
K Tolérance coupe de finition
L Compteur de répétition optionnelle
P Numéro sous-routine définissant l’extérieur de profil
Q Profondeur de coupe incrémentale sur axe Z par passe, seulement valeurs positives (> 0)
R Position de plan R
S Vitesse de broche optionnelle
X Position sur X du trou de départ
Y Position sur Y du trou de départ
Z Profondeur finale de poche
Exemple en de poche carré en fraisage
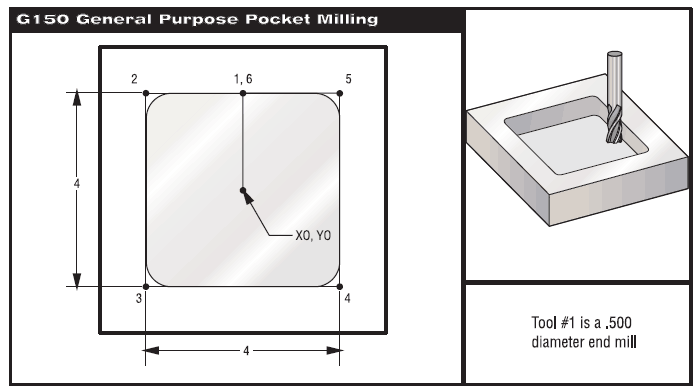
Séquence de programme :
% O1000 T1 M06 (Outil #1 est une fraise cylindrique deux tailles à diamètre 500") G90 G54 G00 X0 Y0 S2000 M03 G43 H01 Z 0.1 M08 G01 Z0.01 F30. G150 P511 Z-0.5 Q0.25 R0.01 J0.3 K.01 G41 D01 F10. G40 G01 X0 Y0 G00 Z1. M09 G28 G91 Y0 Z0 M30 % % O00511 G01 Y2. X-2. Y-2. X2. Y2. X0 M99 %
Exemple en d'ilot carré en fraisage
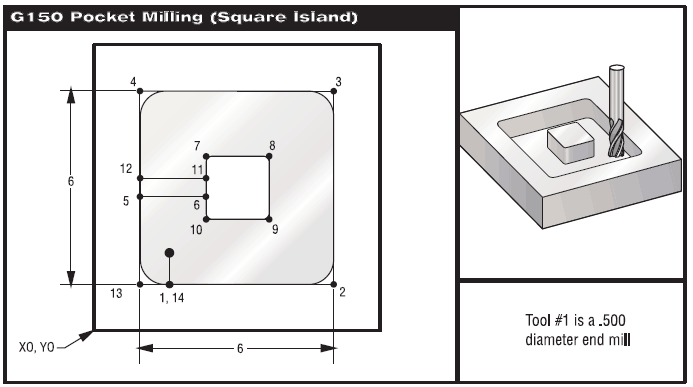
Séquence de programme :
% O1000 T1 M06 (Outil #1 est une fraise cylindrique deux tailles à diamètre 500") G90 G54 G00 X2. Y2. S2500 M03 G43 H01 Z0.1 M08 G01 Z0.01 F30. G150 P500 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41 D01 F10. G40 G01 X2. Y2. G00 Z1.0 M09 G28 G91 Y0 Z0 M30 % % O0500 G01 Y1. X7. Y7. X1. Y3.75 X3.5 Y4.5 X4.5 Y3.5 X3.5 Y4.25 X1. Y1. X2. M99 %
G174 -Taraudage rigide non-vertical sens anti-horaire-
G184 -Taraudage rigide non-vertical sens horaire-
Description
Ce code G est utilisé pour l'exécution du taraudage rigide des trous non-verticaux. Il peut
s'utiliser avec une tête en angle droit pour l'exécution du taraudage rigide sur axes X ou Y
sur une fraise à trois axes ou pour le
taraudage rigide le long d'un vecteur arbitraire
avec une fraise à cinq axes. Lorsqu'on exécute un taraudage rigide cinq-axes, l'operateur
doit s'assurer que la tête est correctement positionnée avant de donner la commande G184. Si
la tête n'est pas alignée avec la direction du mouvement, l'outil va se casser. Le rapport
entre la vitesse d'avance et la vitesse de la broche doit être précisément le pas du filet
étant exécuté. Car seulement le point final du taraud est spécifié avec ce cycle
préprogrammé, il n'est pas modal. Un mouvement vers la position départ suivante apparaîtra
normalement entre les cycles préprogrammés G174/ G184. G184 commande le mouvement en sens
horaire de la broche pendant l'entrée et G174 commande le mouvement en sens anti-horaire. Il
n'est pas nécessaire de faire la broche démarrer avant ce cycle préprogrammé.
Liste des paramètres de la commande
X Position optionnelle X au fond du trou
Y Position optionnelle Y au fond du trou
Z Position optionnelle Z au fond du trou
G241 -Cycle préprogrammé perçage radial-
Description
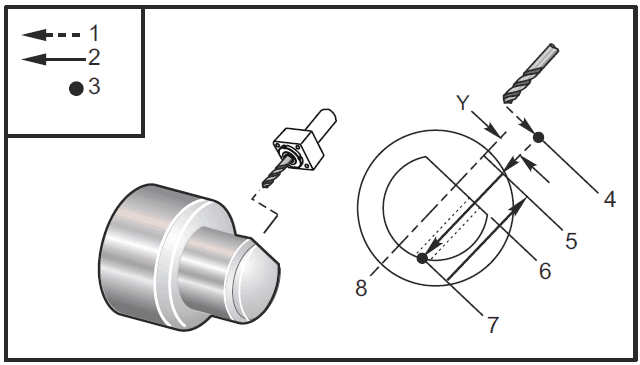
Liste des paramètres de la commande
F – Vitesse d’avance
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
* indique le caractère optionnel
Exemple de programmation
% o62411 (G241 RADIAL DRILLING) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a drill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X5. Z-0.75 (Rapid to 1st position) ; P1500 M133 (Live tool CW at 1500 RPM) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G241 X2.1 Y0.125 Z-1.3 C35. R4. F20. (Begin G241) ; X1.85 Y-0.255 Z-0.865 C-75. (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y Home) ; G53 Z0 (Z Home) ; M30 (End program) ; %
G242 -Cycle préprogrammé de centrage radial-
Description
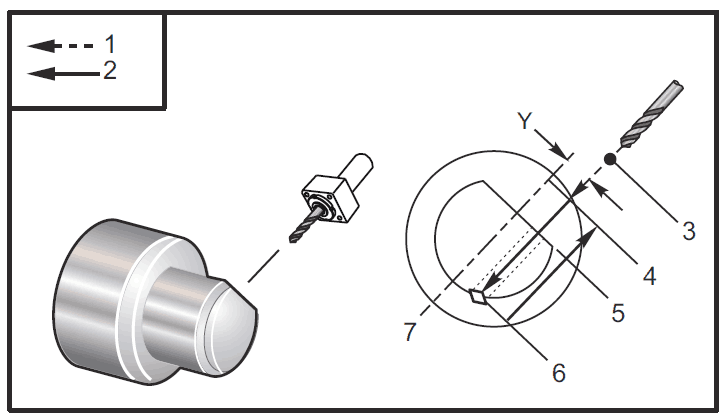
Liste des paramètres de la commande
F – Vitesse d’avance
P – Temps de pause au fond du trou
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement axe Y
*Z – Commande de déplacement axe Z
* indique le caractère optionnel
Exemple de programmation
% o62421 (G242 RADIAL SPOT DRILL) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a spot drill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P1500 M133 (Live tool CW at 1500 RPM) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G241 X2.1 Y0.125 Z-1.3 C35. R4. P0.5 F20. ; (Drill to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. P0.7 (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y Home) ; G53 Z0 (Z Home) ; M30 (End program) ; %
G243 -Cycle préprogrammé perçage à dégagement multiple radial-
Description
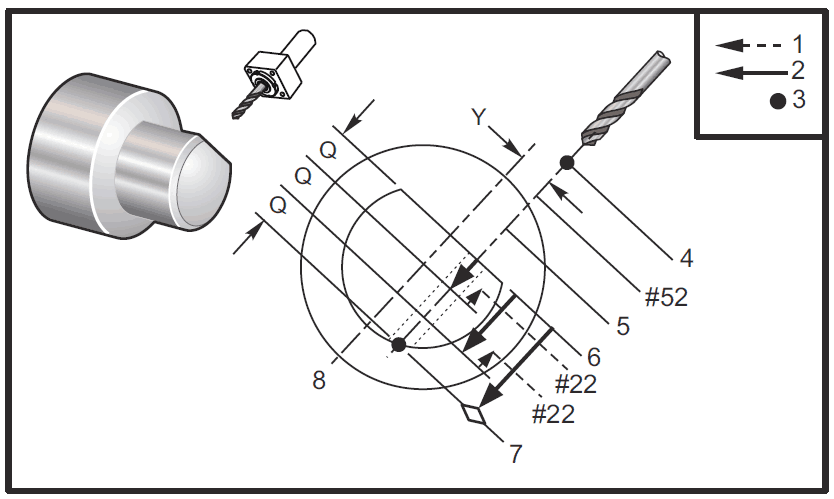
Remarques relatives à la programmation : Si I, J et K sont spécifiés, un mode de
fonctionnement différent est sélectionné. La première passe usinera à la valeur I, chaque
passe suivante sera réduite par la valeur de J et la profondeur minimale de la coupe est
K.
Ne pas utiliser une valeur Q lors d’une programmation avec I, J et K.
Le Réglage 52
change la modalité de travail de G243R lorsqu’il retourne en plan R.
Habituellement, le
plan R est configuré en dehors de l’usinage pour assurer le mouvement de dégagement des
copeaux permettant l’évacuation des copeaux du trou. Mais c’est une perte de temps lorsque
ce premier perçage se fait au travers de cet espace vide. Si le Réglage 52 est fixé à la
distance exigée pour l’élimination des copeaux, le plan R peut se mettre beaucoup plus près
de la pièce qui est percée. Lorsque le mouvement d’élimination sur R se produit, Z sera
déplacé au-delà de R par cette valeur du Réglage 52. Le Réglage 22 est la valeur d’avance en
X pour revenir au même point où s’est passé le retrait
Liste des paramètres de la commande
F – Vitesse d’avance
*I – Profondeur du premier perçage
*J – Valeur de réduction de profondeur de perçage à chaque passe
*K – Profondeur minimale de perçage
*P – Temps de pause au fond du trou
*Q – Valeur de la coupe, toujours incrémentielle
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
* indique le caractère optionnel
Exemple de programmation
% o62431 (G243 RADIAL PECK DRILL CYCLE) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a drill) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P1500 M133 (Live tool CW at 1500 RPM) ; M08 (Coolant on) ; G243 X2.1 Y0.125 Z-1.3 C35. R4. Q0.25 F20. ; (Drill to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. Q0.25 (Next position); G00 Z1. (Rapid retract) ; M135 (Live tool off) ; G00 G53 X0 M09(X home, coolant off) ; G53 Z0 ; M00 ; (G243 - RADIAL WITH I,J,K PECK DRILLING) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P1500 M133 (Live tool CW - 1500 RPM) ; M08 (Coolant on) ; G243 X2.1 Y0.125 Z-1.3 I0.25 J0.05 K0.1 C35. R4. F5. ; (Drill to X2.1) ; X1.85 Y-0.255 Z-0.865 I0.25 J0.05 K0.1 C-75. ; (next position) ; (BEGIN COMPLETION BLOCKS) ; M155 (Disengage C Axis) ; M135 (Turn live tool off) ; G00 G53 X0 Y0 M09 (X & Y home, coolant off) ; G53 Z0 (Z home) ; M30 (End program) ; %
G245 -Cycle préprogrammé d’alésage radial-
Description
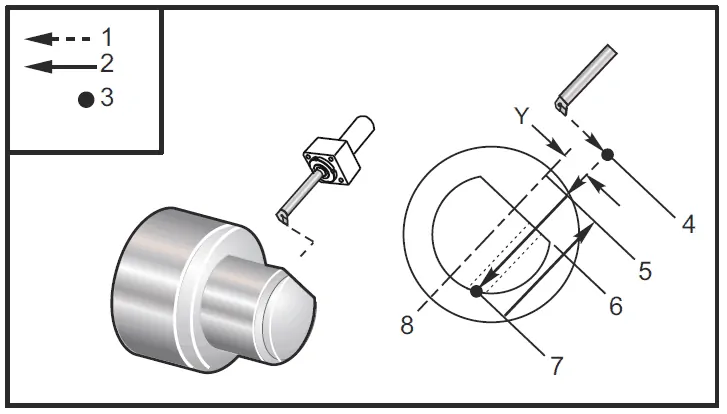
Liste des paramètres de la commande
F – Vitesse d’avance
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
* indique le caractère optionnel
Exemple de programmation
% o62451 (G245 RADIAL BORING) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a boring tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P500 M133 (Live tool CW at 500 RPM) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G245 X2.1 Y0.125 Z-1.3 C35. R4. F20. ; (Bore to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, coolant off) ; M155 (Disengage C Axis) ; M135 (live tool off) ; G53 X0 Y0 (X & Y home) ; G53 Z0 (Z home) ; M30 (End program) ; %
G246 -Cycle préprogrammé alésage radial et arrêt-
Liste des paramètres de la commande
F – Vitesse d’avance
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
*indique le caractère optionnel
Exemple de programmation
% o62461 (G246 RADIAL BORE AND STOP) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a boring tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per min) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P500 M133 (Live tool CW at 500 RPM) ; M08 (Coolant on) ; (BEGIN CUTTING BLOCKS) ; G246 X2.1 Y0.125 Z-1.3 C35. R4. F20. ; (Bore to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y Home) ; G53 Z0 (Z Home) ; M30 (End program) ; %
G247 -Cycle préprogrammé alésage radial et retrait manuel-
Liste des paramètres de la commande
F – Vitesse d’avance
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
* indique le caractère optionnel
Exemple de programmation
% o62471 (G247 RADIAL BORE AND MANUAL RETRACT) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a boring tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per minute) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P500 M133 (Live tool CW at 500 RPM) ; M08 (coolant on) ; (BEGIN CUTTING BLOCKS) ; G247 X2.1 Y0.125 Z-1.3 C35. R4. F20. ; (Bore to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, Coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y Home) ; G53 Z0 (Z Home) ; M30 (End program) ; %
G248 -Cycle préprogrammé alésage radial, pause et retrait manuel-
Liste des paramètres de la commande
F – Vitesse d’avance
P – Temps de pause au fond du trou
R – Position du plan R (diamètre)
*X – Position au fond du trou (diamètre)
*Y – Commande de déplacement absolu de l’axe Y
*Z – Commande de déplacement absolu de l’axe Z
* indique le caractère optionnel
Exemple de programmation
% o62481 (G248 RADIAL BORE, DWELL, MANUAL RETRACT) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a boring tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per minute) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P500 M133 (Live tool CW at 500 RPM) ; M08 (coolant on) ; (BEGIN CUTTING BLOCKS) ; G248 X2.1 Y0.125 Z-1.3 C35. R4. P1. F20. ; (Bore to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y Home) ; G53 Z0 (Z Home) ; M30 (End program) ; %
G249 -Cycle préprogrammé alésage radial et retard-
Liste des paramètres de la commande
F – Vitesse d’avance
P – Temps de pause au fond du trou
R – Position du plan R
*X – Position au fond du trou
*Y – Commande de déplacement axe Y
*Z – Commande de déplacement axe Z
* indique le caractère optionnel
Exemple de programmation
% o62491 (G249 RADIAL BORE AND DWELL) ; (G54 X0 Y0 is at the center of rotation) ; (Z0 is on the face of the part) ; (T1 is a boring tool) ; (BEGIN PREPARATION BLOCKS) ; T101 (Select tool and offset 1) ; G00 G18 G20 G40 G80 G99 (Safe startup) ; G98 (Feed per minute) ; M154 (Engage C Axis) ; G00 G54 X5. Y0.125 Z-1.3 (Rapid to 1st position) ; P500 M133 (Live tool CW at 500 RPM) ; M08 (coolant on) ; (BEGIN CUTTING BLOCKS) ; G249 X2.1 Y0.125 Z-1.3 C35. R4. P1.35 F20. ; (Bore to X2.1) ; X1.85 Y-0.255 Z-0.865 C-75. P1.65 (next position) ; (BEGIN COMPLETION BLOCKS) ; G00 Z1. M09 (Rapid retract, Coolant off) ; M155 (Disengage C Axis) ; M135 (Live tool off) ; G53 X0 Y0 (X & Y home) ; G53 Z0 (Z home) ; M30 (End program) ; %
Codes M (Commandes diverses)
Vous trouverez sur cette page les codes ISO (de la famille M) permettant de réaliser un programme d’usinage. Attention, ces codes sont ceux utilisés sur les machines HAAS de notre atelier, même si une bonne partie des codes sont standards il est tout de même bien plus prudent de se référer au guide fourni avec la machine pour connaitre les fonctions disponibles et leurs syntaxes. De plus les machines FANUC étant assez similaires aux machines HAAS, il est fort probable que ces codes fonctionnent aussi sur machines FANUC.
Cette page étant particulièrement longue, vous pouvez utiliser le sommaire présent sur la droite de la page afin d’accéder directement aux fonctions recherchées.
Les codes M sont des commandes diverses de la machine qui ne commandent pas de déplacement d’axe. Le format d’un code M est la lettre M suivie de deux ou trois chiffres, par exemple M03.
Seul un code M est permis par ligne de code. Tous les codes M prennent effet à la fin du bloc.
M00 -Arrêt programme-
Le code M00 est utilisé pour arrêter un programme. Il arrête les axes et la broche, et désactive le liquide d’arrosage (y compris la Liquide d’arrosage à travers la broche optionnel, le Jet d’air comprimé à travers l’outil, et le istoler à air comprimé / Lubrification à quantité minimum). Le bloc qui suit M00 est mis en surbrillance lorsqu’il est visualisé dans
l’éditeur de programme. L’appui sur [CYCLE START] permet de continuer l’exécution du programme du bloc en surbrillance.
M01 -Arrêt optionnel du programme-
Le code M01 est identique à M00, excepté le fait que l’arrêt n’aura lieu que si OPTIONAL STOP (arrêt optionnel) est activé sur le panneau frontal. CYCLE START sera utilisé pour continuer l’exécution du programme à partir du bloc suivant. Si l’option à fluide de refroidissement dans la broche est en fonction, M01 la mettra hors fonction.
M02 -Fin de programme-
Le code M02 fera arrêter l’exécution du programme de la même manière que M00, mais le pointeur de programme ne sera pas avancé au bloc suivant.
M03 -Rotation Broche, sens Horaire-
Le code M03 fera démarrer la broche en sens horaire, sans égard de la vitesse déjà réglée. L’activation du bloc sera retardée jusqu’à ce que la vitesse de la broche atteigne 90% de la vitesse commandée.
M04 -Rotation Broche, sens Anti-Horaire-
Le code M04 fera démarrer le mouvement de broche en sens anti-horaire, sans égard de la vitesse déja réglée.
Le bloc sera retardé jusqu’à ce que la vitesse de la broche atteigne 90% de la vitesse commandée.
Si le bit 10 du paramètre 278 (CNCR SPINDLE) est réglé à 1, l’activation de bloc ne dépendra pas du rapprochement de vitesse par la broche. Le mouvement d’interpolation ne sera pas initialisé avant d’atteindre la vitesse de broche, mais autres commandes, comme serait le mouvement d’avance rapide, seront. On ne recommande pas l’exécution de la commande M04 avec le fluide de refroidissement dans la broche, en
fonction.
M05 -Arrêt de Broche-
Le code M05 est utilisé à faire arrêter la broche. Le bloc est retardé jusqu’à ce que la vitesse de la broche devienne inférieure à 10 TR.PM.
M06 -Changement d’Outil-
Code M06 est utilisé pour l’initiation du changement d’outil. Si la broche est en fonction, elle sera arrêtée. On n’exige pas de commandes d’axe avant le changement d’outil s’il n’y a pas de problème avec l’espace de
sécurité outil/pièce/dispositif de serrage. L’axe Z se déplacera automatiquement à la position zéro de machine et l’outil sélectionné (Tnn) sera introduit dans la broche. La broche ne redémarrera pas après le changement d’outil sans commande, mais la vitesse Snnnn et l’étage de vitesse ne seront pas modifiées. La pompe de refroidissement sera arrêtée pendant le changement d’outil.
Quand le fluide de refroidissement dans la broche (TSC) est en fonction, M06 orientera la broche et déplacera l’axe Z en position changement d’outil, arrêtera la pompe TSC, fera purger le fluide de refroidissement de la barre, ensuite exécutera un changement d’outil. Le fluide de refroidissement dans la broche restera hors fonction jusqu’à l’appel d’une fonction M88.
M08 -Arrosage en Fonction-
Le code M08 mettra en fonction le système d’alimentation avec fluide de refroidissement. A remarquer que puisque les commandes de code M sont exécutées à la fin du bloc, si un mouvement est commandé dans le
cadre du même bloc, le système de refroidissement est mis en fonction après l’exécution de ce mouvement.
Le niveau du fluide de refroidissement ne sera vérifié qu’au début du programme de sorte que l’exécution du programme ne soit pas interrompue à cause du niveau bas de fluide de refroidissement.
M09 -Arrosage à l’arrêt-
Le code M09 mettra hors fonction le système d’alimentation avec fluide de refroidissement.
M10 -Serrage mandrin-
M10 bloque le mandrin et M11 le débloque.
La direction de blocage est contrôlée par le Réglage 282
M11 -Déserrage mandrin-
M10 bloque le mandrin et M11 le débloque.
La direction de blocage est contrôlée par le Réglage 282
M14 -Frein de broche principale engagé (Axe C optionnel)-
Ces codes M sont utilisés pour les machines équipées de l’axe C optionnel. M14 applique un frein de type étrier pour maintenir la broche principale, tandis que M15 relâche le frein.
M15 -Frein de broche principale désengagé (Axe C optionnel)-
Ces codes M sont utilisés pour les machines équipées de l’axe C optionnel. M14 applique un frein de type étrier pour maintenir la broche principale, tandis que M15 relâche le frein.
M17 -Rotation tourelle avant-
M17 et M18 font tourner la tourelle en sens avant (M17) ou en arrière (M18) lorsqu’un changement d’outil est effectué. Le code M17 du programme suivant fait se déplacer la tourelle porte-outil en avant vers l’outil 1 ou en arrière vers l’outil 1 si l’on a commandé un M18.
N1 T0101 M17 (Forward) ;
N1 T0101 M18 (Reverse) ;
Un M17 ou M18 restera en effet pendant le reste du programme.
M18 -Rotation tourelle inverse-
M17 et M18 font tourner la tourelle en sens avant (M17) ou en arrière (M18) lorsqu’un changement d’outil est effectué. Le code M17 du programme suivant fait se déplacer la tourelle porte-outil en avant vers l’outil 1 ou en arrière vers l’outil 1 si l’on a commandé un M18.
N1 T0101 M17 (Forward) ;
N1 T0101 M18 (Reverse) ;
Un M17 ou M18 restera en effet pendant le reste du programme.
M19 -Orientation de broche (Valeurs P et R – optionnelles)-
Le code M19 est utilisé pour l’orientation électronique de la broche en une position fixe. On peut ajouter une valeur P optionnelle qui spécifiera l’angle d’orientation (en degrés). Par exemple, M19 P270 orientera la broche à 270 degrés. Une valeur R optionnelle permet à l’opérateur de spécifier jusqu’à quatre positions décimales.
Une M19 R123.4567 positionnera la broche à l’angle spécifié par la valeur R.
M30 -Fin de programme et remise à zéro-
Le code M30 est utilisé à signaler la fin du programme. Il est aussi employèr à faire arrêter la broche et à mettre hors fonction le système de refroidissement. Les compteurs de pièces affichés dans le cadre des
commandes courantes seront aussi incrémentés. M30 sert aussi à annuler les corrections de longueur d’outil.
Lorsque l’option fluide de refroidissement dans la broche (TSC) est en fonction, M30 la mettra hors fonction et ensuite exécutera une opération M30.
M38 -Variation de la vitesse de broche
activée-
Spindle Speed Variation (SSV) est la variation de vitesse de broche qui permet à l’opérateur de spécifier un intervalle dans les limites duquel la vitesse de la broche varie continuellement. Cela est utile pour la suppression du broutage d’outil qui pourrait conduire à une finition inacceptable de pièces et/ou à des dommages de l’outil. Le contrôle varie la vitesse de broche en fonction des réglages 165 et 166. Par exemple, afin d’obtenir une variation de vitesse de broche de +/- 50 RPM par rapport à la vitesse actuellement commandée avec un cycle de 3 secondes, spécifier le réglage 165 sur 50 et le réglage 166 sur 30. En utilisant ces réglages, le programme suivant varie la vitesse de broche entre 950 et 1050 tr/min après la commande M38.
M39 -Variation de la vitesse de broche
désactivée en tournage et Tourner la tourelle à outils en fraisage-
En fraisage:
Le code M39 s'utilise pour faire tourner la tourelle a outils sans effectuer de changement d'outil. Le numéro (Tn) de poche d'outil désiré doit être programmé avant M39.
Ce code M peut être utile pour faire déplacer une poche vide pour la faire affronter la broche. Cela n'est pas normalement exigé mais c'est utile à fins de diagnostic ou pour la récupération après un écrasement de
changeur d'outils. Retenir que la poche affrontant la broche doit être toujours vide pour un changement d'outil.
M41 -Basse vitesse-
Le code M41 est utilisé pour ajuster l'étage de vitesse de la broche impliquée par la commande Snnn. Dans le cas de M41, l'étage de vitesse sera toujours inférieure. Si la vitesse commandée est au-dessus de la limite inférieure de vitesse, la vitesse de broche sera la limite inférieure de vitesse. Ce code M ne fait la broche ni marcher ni s'arrêter. Si la broche se tournait avant cette commande, elle redémarrera. Si elle était arrêtée avant cette commande, elle sera laissée ainsi. M41 est ignoré s'il n'y a pas de boîte de vitesses.
M42 -Grande vitesse-
Le code M42 est utilisé pour ajuster l'étage de vitesse de la broche impliquée par la commande Snnn. Dans le cas de M42, l'étage de vitesse sera toujours supérieure. Retenir que cela peut réduire le couple à l'outil. Ce code M ne fait la broche ni marcher ni s'arrêter. Si la broche se tournait avant cette commande, elle redémarrera. Si elle était arrêtée avant cette commande, elle sera laissée ainsi. M42 est ignoré s'il n'y a pas de boîte de vitesses.
M51-M58 -Réglage codes M optionnels d'utilisateur-
Les codes M51 à M58 sont optionnels pour les interfaces d'utilisateur. Ils font activer l'un des relais (voir Paramètre 352) et le laissent activé. Ce sont les mêmes relais que ceux utilisés pour M21-M28. Utiliser M61-M68
afin de les désactiver. La touche RESET (remise à zéro) peut être utilisée à mettre hors fonction tous ces relais.
M59 -Réglage relais de sortie-
Ce code M fait directement activer un relais de sorties discrètes. Sa syntaxe serait M59 Pnn ou 'nn' indique le numéro du relais qui est activé. Il est possible d'utiliser une commande M59 afin d'activer l'un des relais de sorties discrètes de 1100 à 1155. Par exemple, M59 P1103 fait la même chose que #1103=1, excepté le fait traitement d'un code M (traitement à la sortie de la file d’attente, non pas à l'entrée dans la queue). Il faut utiliser M69 afin de désactiver un relais.
M82 -Débridage d'outil-
Ce code est utilisé à libérer l'outil de la broche. Il n'est pas normalement nécessaire, car les opérations de changement d'outil exécutent ceci automatiquement et le bouton TOOL RELEASE est disponible à l'opérateur.
On NE RECOMMANDE PAS l'utilisation de ce code M, car L'OUTIL TOMBERA de la broche et l'outil, la machine ou la configuration PEUVENT S'ENDOMMAGER.
M97 -Appel sous-programme local-
Ce code est utilisé à appeler une routine référencée par un numéro de ligne N dans le cadre du même programme. Il faut y avoir un code Pnnnnnnn qui corresponde au numéro de ligne dans le cadre du même
programme. Cela est très utile pour les sous-routines simples dans le cadre d'un programme, évitant les complications supposées par un programme séparé. Il faut que la sous-routine finisse par un M99. Un
compteur L dans le bloc M97 fera répéter l'appel de la sous-routine pour le nombre respectif de fois.
M98 -Appel de sous-programme-
M98 appelle un sous-programme dans le format M98 Pnnnn, où Pnnnn est le numéro du programme à appeler, ou M98 (/Onnnnn), où est le chemin du dispositif qui conduit au sous-programme.
Le sous-programme doit contenir un M99 pour le retour au programme principal. Vous pouvez ajouter un compte Lnn au M98 bloc M98 pour appeler un sous-programme nn fois avant de poursuivre avec le bloc suivant.
Lorsque votre programme appelle un sous-programme M98, le contrôle recherche le sous-programme dans le répertoire du programme principal. Si le contrôle ne peut pas trouver le sous-programme, il recherche dans l’emplacement spécifié dans le Réglage 251.
Une alarme se déclenche si le contrôle ne peut pas trouver le sous-programme.
M99 -Retour ou boucle de sous-programme-
Ce code a trois utilisations principales :
- Un M99 est utilisé à la fin d’un sous-programme, sous-programme local ou macro, pour revenir dans le programme principal.
- Un M99 Pnn fait sauter le programme sur le Nnn correspondant dans le programme.
- Un M99 dans le programme principal fait revenir le programme en arrière jusqu’au démarrage et exécute jusqu’à ce que l’on appuie sur [RESET].
Remarques sur la programmation - Le comportement Fanuc peut être simulé en utilisant le code suivant :
HAAS
O0001 (Principal)
…
N50 M98 P2
N51 M99 P100
…
N100 (continuer ici)
…
M30
O0002 (Sous programme)
M99
FANUC
O0001
…
N50 M98 P2
…
N100 (continuer ici)
…
O0002 (Sous programme)
M99 P100
M104 -Extension du bras de palpeur (Optionnel)-
Le bras optionnel du palpeur de réglage d’outil est étendu et rétracté à l’aide de ces codes M.
M105 -Retour du bras de palpeur (Optionnel)-
Le bras optionnel du palpeur de réglage d’outil est étendu et rétracté à l’aide de ces codes M.
M130 -Afficher média-
M130 vous permet d’afficher la vidéo et des images fixes pendant l’exécution du programme. Voici quelques exemples d’utilisation de cette fonctionnalité :
• Fournir des repères visuels ou des instructions de travail durant le fonctionnement du programme
• Fournir des images aidant à l’inspection des pièces lors de certains points du programme
• Faire la démonstration de certaines procédures en vidéo
Le format de commande correct est M130(file.xxx), dans lequel file.xxx est le nom du fichier, plus le chemin, si nécessaire. Il est également possible d’ajouter un commentaire entre parenthèses qui apparaîtra en tant que commentaire en haut de la fenêtre média.
Les formats de fichiers autorisés sont : MP4, MOV, PNG, et JPEG.
Vos médias apparaissent dans l’onglet Média sous Commandes en cours. Le média s’affiche jusqu’à ce que la M130 suivante affiche un fichier différent, ou que M131 efface le contenu de l’onglet média.
M131 -Annuler afficher média-
M130 vous permet d’afficher la vidéo et des images fixes pendant l’exécution du programme. Voici quelques exemples d’utilisation de cette fonctionnalité :
• Fournir des repères visuels ou des instructions de travail durant le fonctionnement du programme
• Fournir des images aidant à l’inspection des pièces lors de certains points du programme
• Faire la démonstration de certaines procédures en vidéo
Le format de commande correct est M130(file.xxx), dans lequel file.xxx est le nom du fichier, plus le chemin, si nécessaire. Il est également possible d’ajouter un commentaire entre parenthèses qui apparaîtra en tant que commentaire en haut de la fenêtre média.
Les formats de fichiers autorisés sont : MP4, MOV, PNG, et JPEG.
Vos médias apparaissent dans l’onglet Média sous Commandes en cours. Le média s’affiche jusqu’à ce que la M130 suivante affiche un fichier différent, ou que M131 efface le contenu de l’onglet média.
M133/M134/M135- Mouvement d’outillage motorisé avant/inverse/arrêt (Optionnel)-
M133 active la broche à outil motorisé dans la direction avant. M134 active la broche à outil motorisé dans la direction inverse. M135 arrête la broche à outil motorisé.
La vitesse de la broche est commandée par un code d’adresse P. Par exemple, P1200 commanderait une vitesse de broche de 1200 tr/min.
M138/M139 -Variation vitesse de broche activée/désactivée-
La variation de vitesse de broche (Spindle Speed Variation, SSV) vous permet de spécifier une plage dans les limites de laquelle la vitesse de la broche varie continuellement. Cela est utile pour la suppression du broutage d’outil qui pourrait conduire à une finition inacceptable de pièces et/ou à des dommages de l’outil. Le contrôle varie la vitesse de
broche en fonction des réglage 165 et 166. Par exemple, afin d’obtenir une variation de vitesse de broche de +/- 100 tr/min par rapport à la vitesse actuellement commandée avec un cycle de 1 seconde, spécifier le Réglage 165 sur 100 et le Réglage 166 sur 1.
La variation que vous utilisez dépend du matériau, de l’outillage et des caractéristiques de votre application, mais 100 tr/min en 1 seconde représente un bon point de départ.
M154/M155 -Engagement d’axe C/Dégagement d’axe C (Optionnel)-
Ce code M est utilisé pour mettre en marche ou arrêter le moteur sur axe C optionnel.